 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.






25-03-2013, 00:00
Ekonomia prowadzenia zakładów w tym również narzędziowni wymaga cięcia kosztów.
Skracanie czasu wykonywania elementów oraz pewność uzyskanych parametrów geometrycznych po wykonanych obróbkach jest jedną z metod ich uzyskania.
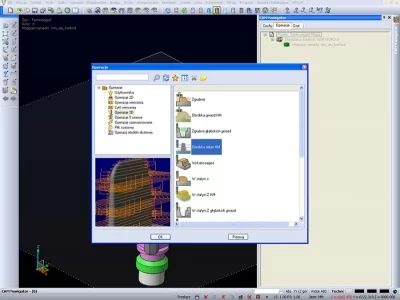
Przy wykonywaniu form wtryskowych i narzędzi postępowych niejednokrotnie konieczne jest wykonanie elektrod do drążenia elektroerozyjnego. Elementy te są bardzo pracochłonne i trudne w wykonaniu. Elektrody wytwarza się z materiałów zarówno miękkich (miedź) jak i kruchych (grafit). Wymaga to od technologa użycia odpowiednich strategii wykonania. Konieczne jest takie prowadzenie kolejnych operacji frezowania by nie dopuścić do zgięcia czy złamania obrabianego elementu. W zestawie strategii obróbczych systemu Visi Machining znajduje się specjalna strategia do ich wykonywania.
 |
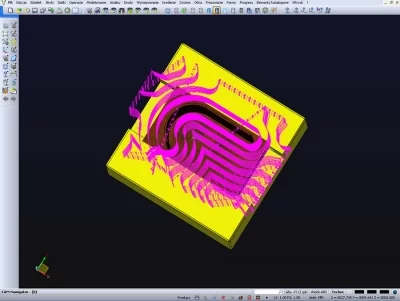
Cechą charakterystyczną tej strategii jest połączenie obróbki zgrubnej i wykańczającej w stałym Z. Odpowiednia kolejność przejść toru narzędzia, przejścia warstwicami ze wszystkich stron by wyrównać naddatek materiału, a następnie obróbka wykańczająca w stałym Z powoduje że obciążenie elementu jest rozłożone równomiernie.
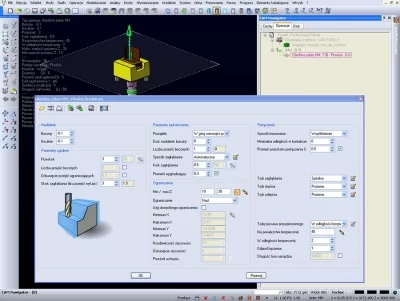 |
Oczywiście w strategii możemy zadać odpowiednią wartość szczeliny roboczej niezbędnej dla prawidłowego przebiegu procesu elektrodrążenia dla każdego rodzaju elektrod (zgrubnej czy wykańczającej. Nie ma ograniczeń kształtu narzędzia którym możemy wykonywać frezowanie. Mogą być to frezy o zakończeniu płaskim, torusowym, kulistym, stożkowym czy też stożkowokulistym.
 |
Strategia ta Obróbka żeber HM oczywiście może być również stosowana do wykonywania specyficznych wkładek do form. Pewność działania tej strategii powoduje, że technolog nie traci czasu na „wymyślanie” procesu tylko go realizuje a swój czas poświęca na układanie procesu obróbek bardziej skomplikowanych detali form czy tłoczników wymagających zdecydowanie większego zaangażowania i doświadczenia.
Więcej informacji nt. obróbki elektrod i wkładek znajdą Państwo na stronie www.visicadcam.pl
Artykuł został dodany przez firmę
Inne publikacje firmy
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.



















