 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Klienci firmy Seco Tools mogą skrócić czas potrzebny na optymalizację procesów obróbki dzięki łatwodostępnym, zaawansowanym rekomendacjom dotyczącym narzędzi oferowanym przez darmową i dostępną całodobowo nową wersję aplikacji Seco Suggest.

Drgania, rysy, awaria narzędzia – zagrożenia, które dotychczas spędzały wielu operatorom sen z powiek, wkrótce staną się przeszłością: wraz z inteligentną hydrauliczną oprawką narzędziową iTENDO, firma SCHUNK i startup TOOL IT prezentują pierwszą na świecie oprawkę narzędziową, która monitoruje proces obróbki bezpośrednio na narzędziu i umożliwia sterowanie parametrami skrawania w czasie rzeczywistym.
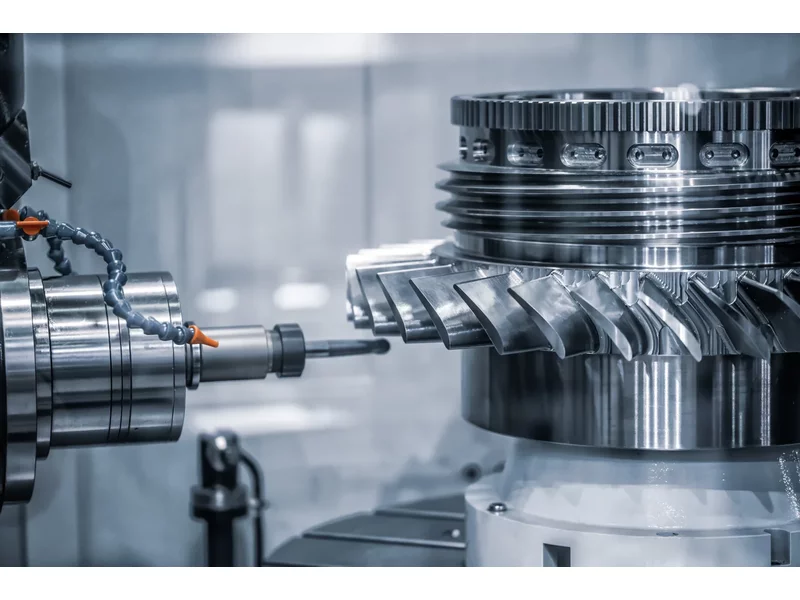
Obróbka skrawaniem (często określana jako obróbka CNC) cieszy się w ostatnich latach ogromnym zainteresowaniem, ponieważ maszyny CNC pozwalają uzyskać wysoką precyzję przy jednoczesnym zachowaniu dużej wydajności.

Firma Seco dysponuje już sprawdzonymi metodami analizy cyklu życia własnych produktów oraz mapowania procesów produkcyjnych pod kątem redukcji wpływu przedsiębiorstwa na środowisko. Kolejnym krokiem jest oferowanie klientom rozwiązań redukujących emisję dwutlenku węgla w ich procesach.
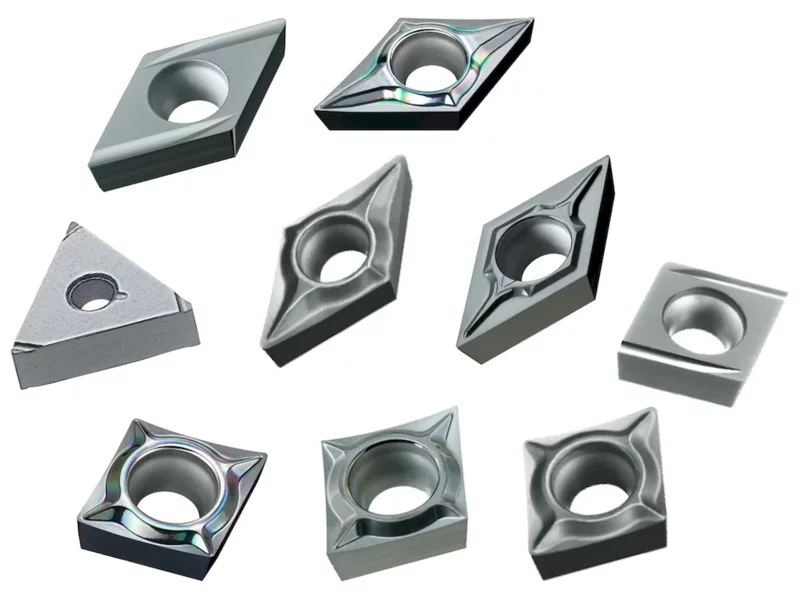
Aby zwiększyć wydajność skrawania podczas obróbki drobnych detali, firma Mitsubishi Materials wzbogaciła asortyment płytek do precyzyjnego toczenia o płytki w nowym gatunku. Nowy gatunek MS7025 jest zalecany do trudnych operacji toczenia stali węglowych i automatowych na obrabiarkach z ruchomym wrzeciennikiem.

Klienci zgłaszali zapotrzebowanie na nowy gatunek węglika, który umożliwiłby zwiększenie prędkości skrawania podczas frezowania stopu tytanu 6Al4V, zamiast zwiększania prędkości posuwu lub głębokości frezowania, skutkujących zwiększeniem siły działającej na obrabiany przedmiot, uchwyt i wrzeciono maszyny.
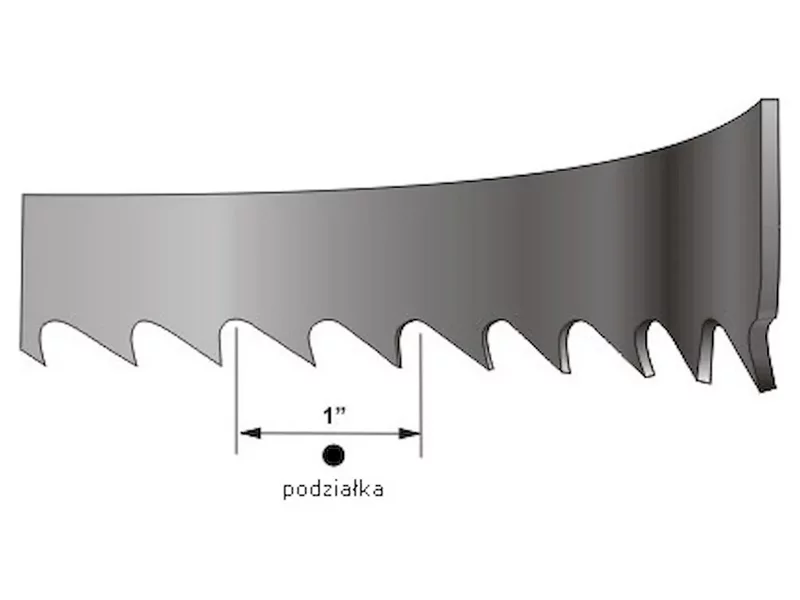
W przypadku pił taśmowych, podobnie jak i innych narzędzi, istnieją procedury, których stosowanie przedłuża żywotność zarówno maszyny, jak i samego narzędzia. Poprawnie dobrana podziałka w stosunku do ciętego materiału, odpowiednia prędkość i wartość posuwu, właściwe naprężenie taśmy, docieranie piły, chłodzenie w trakcie procesu cięcia oraz dbałość o stan techniczny maszyny są konieczne, by w pełni wykorzystywać możliwości taśmy tnącej.

Firma Mitsubishi Materials opracowała nową serię gatunków, przeznaczonych zarówno do frezowania, jak i toczenia.

Niekontrolowane wibracje stwarzają wiele problemów pojawiających się podczas skrawania. Zmienne siły występujące w procesie skrawania wywołują wibracje i drgania narzędzia, skutkujące pogorszeniem jakości powierzchni obrabianego detalu, szybkim zużyciem lub pękaniem ostrza narzędzia oraz uszkodzeniem elementów obrabiarki.
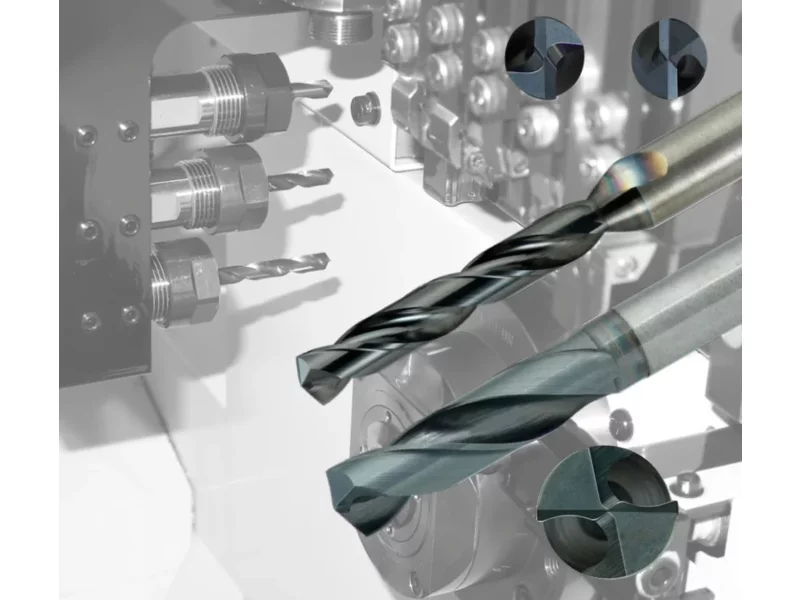
Wiertła specjalnego przeznaczenia DWAE zostały zaprojektowane do wiercenia w ograniczonej przestrzeni obróbkowej na automatach tokarskich i małych tokarkach CNC.

Asortyment głowic frezarskich typu AXD został obecnie rozszerzony o głowice mocowane na gwint o średnicach od Ø25 do Ø40. Wprowadzenie głowic mocowanych na gwint zapewnia większą wszechstronność i wydajność dzięki szybszej możliwości wymiany narzędzia. Ponadto głowice o małej średnicy umożliwiają obróbkę małych kieszeni i miejsc o ograniczonym dostępie w komponentach o skomplikowanym kształcie.

Nowy gatunek CS100 z ceramiki sialonowej firmy Seco zapewnia doskonałą wydajność przy obróbce zgrubnej żaroodpornych superstopów na bazie niklu (HRSA).
Frezowanie to jedna z najpopularniejszych metod obróbki skrawaniem metali. Pozwala ona uzyskać złożone kształty i powierzchnie, gwarantując wysoką wydajność produkcji. Jakość efektów frezowania zależy od szeregu czynników, takich jak między innymi rodzaj materiału i frezu, parametry obróbki czy umiejętności operatora maszyny.
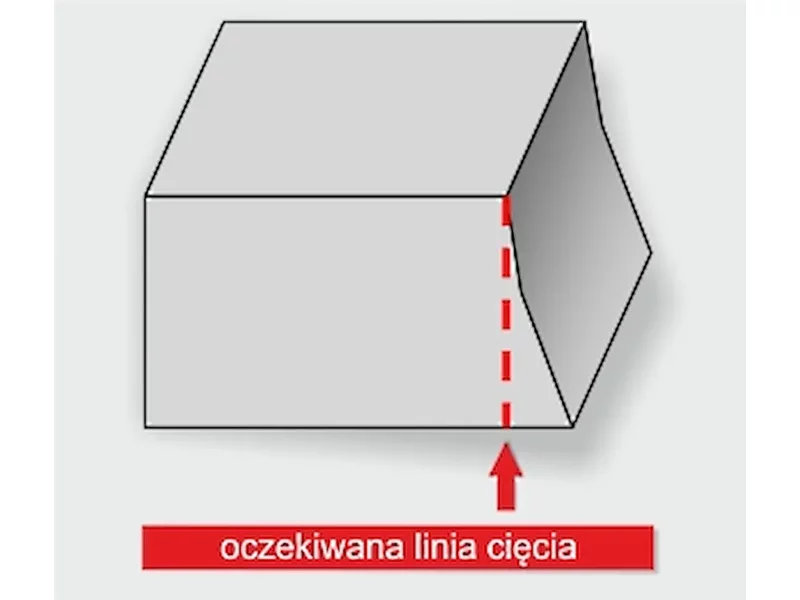
Cięcie nieprostopadłe, określane również ukosowaniem, oznacza brak prostopadłości ciętej powierzchni. Zdarza się, że w trakcie cięcia metalu niektórzy operatorzy przecinarek taśmowych maksymalnie zapełniają ramiona imadła, chcąc w ten sposób przyśpieszyć cały proces. Niestety bardzo często takie działanie prowadzi do wystąpienia nieprostopadłego cięcia. Nie jest to jednak jedyna przyczyna.
Znaczenie uchwytów narzędziowych jest ciągle zaniżone, zwłaszcza kiedy mówimy o obróbce zgrubnej lub w ciężkich warunkach. Wydajność usuwania materiału w tego typu procesach jest absolutnie kluczowa dla produktywności procesu skrawania.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









