 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Dla zakładów przemysłu lotniczego borykających się z problemami z wykonywaniem otworów i frezowaniem pakietów materiałów hybrydowych idealnym rozwiązaniem są nowe narzędzia Seco Tools: JC899 do wykańczania i JC898 do obróbki zgrubnej. Narzędzie wykańczające JC899 ma opatentowaną geometrię typu „dwa w jednym”, która eliminuje problemy z rozwarstwianiem i wyciąganiem włókien przy obróbce stosów materiałów takich jak polimer wzmacniany włóknem węglowym (CFRP) połączony z tytanem/aluminium.

Oerlikon Balzers, światowy lider w dziedzinie cienkich, super twardych powłok, zaprezentuje na targach K 2022 najnowsze rozwiązania dla przetwórstwa tworzyw sztucznych.
W ramach asortymentu płytek do toczenia RCMx dla producentów, którzy zmagają się z wiórami i optymalizacją trwałości narzędzi firma Seco stworzyła nowe wersje geometrii — -RR93 i -R3. Te dodatki zaprojektowane do ekstremalnych zastosowań, takich jak toczenie kół kolejowych, łączą nowe łamacze wiórów do obróbki zgrubnej i wykańczającej z wiodącą w branży technologią Duratomic®.
W ramach asortymentu płytek do toczenia RCMx dla producentów, którzy zmagają się z wiórami i optymalizacją trwałości narzędzi firma Seco stworzyła nowe wersje geometrii — -RR93 i -R3. Te dodatki zaprojektowane do ekstremalnych zastosowań, takich jak toczenie kół kolejowych, łączą nowe łamacze wiórów do obróbki zgrubnej i wykańczającej z wiodącą w branży technologią Duratomic®.
Stal jest dostępna w wielu kształtach, rozmiarach, gatunkach i specyfikacjach i może być wykorzystywana w wielu zastosowaniach. Właściwości każdego rodzaju stali są unikalne, a cechy te można zoptymalizować pod kątem indywidualnych potrzeb. Dlatego też, mówiąc o właściwościach materiałów stalowych takich jak profile stalowe, często pojawiają się terminy "stal walcowana na gorąco" i "stal walcowana na zimno". W tym artykule omówimy kluczowe różnice między stalą walcowaną na gorąco i na zimno oraz ich procesy.

Firma Seco Tools poinformowała o rozszerzeniu asortymentu rozwiązań technologicznych Jetstream Tooling® Integrated (JETI) o pełną gamę oprawek do toczenia ogólnego ISO. Ta łatwa w użyciu technologia wewnętrznego podawania chłodziwa w dużym stopniu zwiększa trwałość narzędzia, jednocześnie skracając czas ustawiania i indeksowania dzięki nowej konstrukcji docisku płytki z jedną śrubą oraz braku przewodów zewnętrznych.

Produkcja elementów konstrukcyjnych maszyn, urządzeń czy przedmiotów użytkowych wymaga przetworzenia podstawowego materiału w detal o określonych kształtach i wymiarach.
Lasery niezwykle szybko znalazły praktyczne zastosowanie w różnorodnych branżach.

Obok lotnictwa, motoryzacji i energetyki, obronność jest jedną z branż, do których grupa SECO/WARWICK dostarcza standardowe i indywidualne urządzenia i technologie do obróbki cieplnej.

Czy wytwarzane dziś produkty są w stanie zagwarantować ich producentom przewagę konkurencyjną na lata? Szybko zmieniające się potrzeby klientów oraz technologiczne, ekonomiczne i środowiskowe trendy zmuszają do poszukiwania substytutów materiałów wykorzystywanych w procesie produkcyjnym. Aluminium daje szanse na zmiany w duchu zrównoważonego rozwoju.
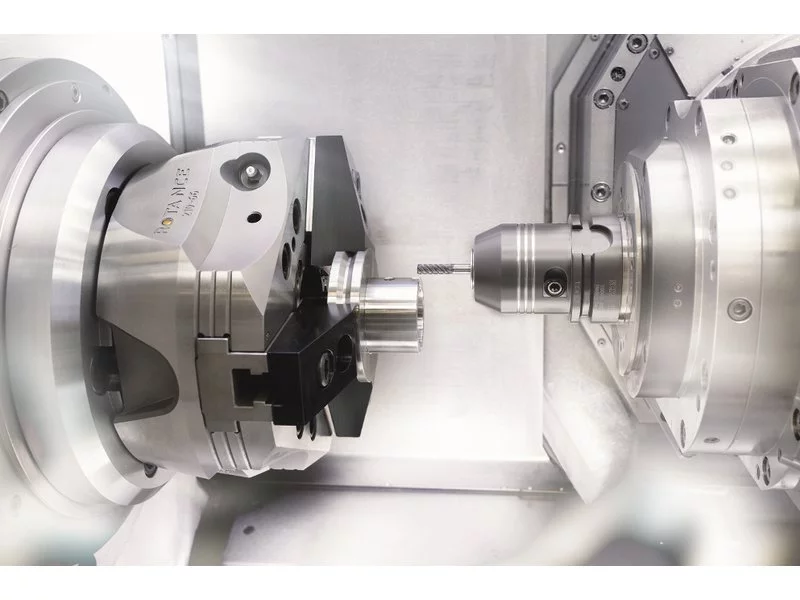
Lekki uchwyt tokarski SCHUNK ROTA NCE zapewnia wysoką dynamikę podczas toczenia. Po raz pierwszy udało się połączyć lekką konstrukcję, maksymalną nośność i duży otwór przelotowy w jednym uchwycie tokarskim. Uchwyt hakowo klinowy firmy SCHUNK, lidera w dziedzinie systemów chwytania i technologii mocowania, przekonuje imponująco wysoką nośnością i minimalną wagą.

Firma Seco Tools poinformowała o wprowadzeniu na rynek trzech nowych gatunków przeznaczonych do toczenia stali nierdzewnej, wykonanych z zastosowaniem najnowszej generacji technologii Duratomic® oraz technologii wykrywania użytych krawędzi.

Nowe frezy walcowo-czołowe Jabro®-Solid2 JS750 firmy Seco zwiększają trwałość narzędzia o 25–40% w porównaniu z poprzednimi technologiami stosowanymi w narzędziach.
Obróbka metali na maszynach CNC jest jedną z najbardziej rozwiniętych metod produkcji części metalowych dla przemysłu na świecie. Stanowi ona kolejne ogniwo w rozwoju stosowanej od lat technologii obróbki skrawaniem. Przez wiele lat do obróbki metali wykorzystywano maszyny konwencjonalne, których ruchy robocze były wywoływane przez operatora przy pomocy dźwigni lub pokręteł. Powodowało to szereg niedogodności związanych z tym, że proces był w dużej mierze uzależniony od człowieka będącego operatorem maszyny.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.










