Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.








Anodowanie to obróbka powierzchniowa aluminium, w wyniku którego aluminium otrzymuje ochronę i dekoracyjną jakość.


Śrutownica bębnowa typu “Multi-Tumbler” – specjalna geometria bębna dedykowana do obróbki małych, płaskich i lekkich detali.


Wiertło SDS max z 3 symetrycznie rozmieszczonymi krawędziami tnącymi, do wiercenia otworów w betonie zbrojonym, betonie, kamieniu i twardej cegle.


Polecamy obszerny asortyment siatek plecionych. Dzięki zastosowaniu wysokiej jakości stali są one trwałe i wytrzymałe, a ich potencjał jako produktu pozwala na uniwersalne zastosowanie.


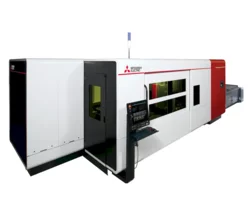
Maszyny laserowe Mitsubishi SR podobnie jak Serie eX oparte są na V generacji trzyosiowych rezonatorach Cross-Flow. Zapewniają maksymalną wydajność w zakresie pracy z materiałami o wymiarach 1525 x 3050 i w zakresie grubości od 0,5 do 20 mm.


Aluminiowe elementy to doskonała alternatywa dla komponentów ze stali nierdzewnej. Firma E-Invest oferuje Państwu aluminiowe złącza w najlepszych na rynku cenach i szerokim asortymencie wychodzącym naprzeciw zróżnicowanym potrzebom klientów.


Jedną z naszych usług jest spawanie konstrukcji metalowych, które pozwala w trwały sposób połączyć elementy metalowe.

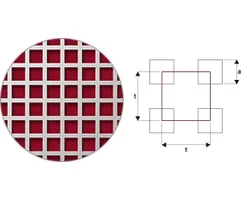
Nowoczesne blachy dziurkowane z otworami kwadratowymi produkowane są ze stali zwykłej, trudnościeralnej, nierdzewnej, kwasoodpornej oraz żaroodpornej, a także z metali kolorowych takich jak np. aluminium.

Wycinarki laserowe Mitsubishi GX-F to nowy standard w technologii swiatłowodowej. Nigdy wczesniej proces ciecia nie był tak precyzyjnie monitorowany poprzez zaawansowany układ sensorów dzwiekowych i optycznych dla zapewnienia maksymalnej wydajnosci oraz bezproblemowej obsługi.


Lantek MES Wos to oprogramowanie, zapewniające komunikację pomiędzy biurem, a halą produkcyjną. Pozwala gromadzić dane z poszczególnych maszyn na hali produkcyjnej.


Model WS-FM PRO wyróżnia się wysoką prędkością i najlepszymi parametrami cięcia.


Urządzenia z obudową i wrzecionem WS-FCM PRO wyróżniają się wysoką prędkością i najlepszymi parametrami cięcia


Wyżarzanie zmiękczające to wysokotemperaturowy proces obróbki cieplnej wykonywany w okolicach punktu A1. Zgodnie z nazwą celem procesu jest jak największe zmiękczenie materiału. Po wyżarzeniu zmiękczającym materiał będzie miał strukturę miękką i łatwą do skrawania.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.