 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.



26-10-2016, 00:00
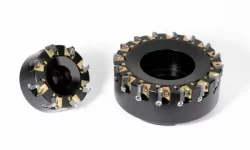
Nowa platforma do frezowania czołowego KBDM firmy Kennametal radzi sobie również ze stopami aluminium dla motoryzacji
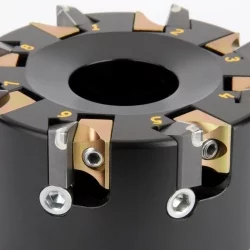 Regulacja KBDM jest łatwa przy użyciu optycznego urządzenia pomiarowego, należy zwrócić uwagę na optymalne moment mocowania płytek.
Regulacja KBDM jest łatwa przy użyciu optycznego urządzenia pomiarowego, należy zwrócić uwagę na optymalne moment mocowania płytek.
Każdy, kto miał okazję wymieniać uszczelkę pod głowicą silnika spalinowego wie, że gładka i płaska powierzchnia zarówno głowicy cylindrów, jak i bloku jest niezbędna do prawidłowej pracy. Nikt nie rozumie tego tak dobrze, jak producenci samochodów, którzy dążą do uzyskania przewidywalnego, kontrolowanego wykończenia powierzchni przy wysokiej wydajności produkcji, a równocześnie maksymalnej trwałości frezów i najniższego kosztu frezowania w przeliczeniu na komponent.
Wielu operatorów obrabiarek mogłoby pomyśleć, "Co w tym trudnego? Aluminium to jeden z najłatwiejszych do obróbki materiałów." O ile jest to oczywiście prawdą, jeśli chodzi o wszechobecne aluminium 6061-T6, o tyle jest to stwierdzenie dalekie od prawdy, jeśli chodzi o stopy aluminium wykorzystywane w motoryzacji. Przykładowo, gatunki 319 i 390 mogą być łatwo odlewane formując złożone kształty, potrzebne przy produkcji bloków silników, tłoków, głowic, kół pasowych itp., ale ze względu na dużą zawartość krzemu — 20…30-krotnie większą niż w przypadku gatunku 6061— są jak piasek ścierny.
Na szczęście dla osób zajmujących się obróbką tych trudno obrabialnych stopów, istnieje lepsza alternatywa niż frezy z węglików spiekanych, pozwalająca na uzyskanie obróbki wykańczającej na lustrzany połysk i produkcję dziesiątków tysięcy detali przy użyciu jednej krawędzi skrawającej.
- Można tu łatwo uzyskać wykończenia o chropowatości 2…3 µm Ra, przy żywotności płytek pozwalającej na frezowanie 40,000 bloków silnika, głowic cylindrów lub innych komponentów motoryzacyjnych - powiedział Tim Marshall, globalny menadżer produktu z działu frezów z płytkami wymiennymi firmy Kennametal. - Ta nowa platforma do frezowania czołowego opiera się na precyzyjnym aluminiowym korpusie z klinowymi zaciskami i regulowanymi gniazdami. Dostępnych jest wiele typów polikrystalicznych płytek diamentowych (PKD), od płytek do obróbki wykańczającej po płytki typu wiper, standardowe oraz płytki o długości PKD 12,7 mm do obróbki ciężkiej i frezowania powierzchni bocznych.
 Mówi on o systemie frezowania czołowego KBDM PKD firmy Kennametal. Zaprojektowany do obróbki wielkoseryjnej, KBDM występuje w standardowych rozmiarach 63 - 200 mm , aczkolwiek Marshall wskazuje też na możliwość dostarczania wersji na indywidualne zamówienia. - Możemy zaoferować frezy o średnicy do 550 mm. Umożliwiają one klientom obróbkę bardzo dużych komponentów w pojedynczym przejściu. Oferujemy też opcje frezów monoblokowych z chwytem np.HSK, frezów dla lewego kierunku obrotów, jak też specjalnego przygotowania krawędzi i określonych promieni naroża.
Mówi on o systemie frezowania czołowego KBDM PKD firmy Kennametal. Zaprojektowany do obróbki wielkoseryjnej, KBDM występuje w standardowych rozmiarach 63 - 200 mm , aczkolwiek Marshall wskazuje też na możliwość dostarczania wersji na indywidualne zamówienia. - Możemy zaoferować frezy o średnicy do 550 mm. Umożliwiają one klientom obróbkę bardzo dużych komponentów w pojedynczym przejściu. Oferujemy też opcje frezów monoblokowych z chwytem np.HSK, frezów dla lewego kierunku obrotów, jak też specjalnego przygotowania krawędzi i określonych promieni naroża.
Jednak KBDM oferuje więcej, niż tylko solidną konstrukcję korpusu. Ponieważ producenci aut często tworzą własne rodzaje stopów aluminium, firma Kennametal opracowała dwa uzupełniające gatunki PKD. KD1400, zawierający drobnoziarnisty diament, charakteryzuje się dużą odpornością na pękanie i zużycie. Natomiast KD1425, zawierający gruboziarnisty diament, charakteryzuje się dużą odpornością na ścieranie i stabilnością termiczną, a przy tym tylko niewiele mniejszą odpornością na pękanie. Oba gatunki oferują bardzo dobre właściwości skrawające - w zależności od rodzaju stopu i sztywności maszyny, Kennametal rekomenduje początkową prędkość skrawania równą (1000 m/min.) i posuw na ząb równy 0,1 mm choć można stosować też większe wartości.
- Jeden z większych producentów maszyn przeprowadził dla nas porównawcze testy frezowania z kilkoma rozwiązaniami konkurencyjnymi - powiedział Marshall. - Używając freza czołowego 24-zębowego o średnicy 150 mm, przy szerokości frezowania równej 80% średnicy freza i głębokości 1 mm uzyskano prędkość posuwu 0,15 mm na ząb i prędkość powierzchniową 2878 m/min. Prędkość obrotowa wyniosła 6112 obr/min, a prędkość posuwu stołu 22,003 mm/min. To było naprawdę imponujące. Przy tych parametrach, system KBDM pozwolił uzyskać chropowatość wykończenia powierzchni Ra, kilka punktów lepszą niż w przypadku innych frezów.
Marshall rekomenduje ustawianie KBDM przy użyciu presetera optycznego lub wideo. Należy nanieść niewielką ilość smaru na śrubę regulacyjną i blokującą oraz na klinową część gniazda. Następnie należy przekręcać śrubę regulacji osiowej do momentu, gdy płytka jest 0,010 - 0,015 mm poniżej finalnej wysokości, dokręcić śrubę blokującą z momentem do 3,5 Nm — uważając, aby jej nie przekręcić — a następnie wyregulować każdą z płytek do jej finalnej wysokości. Gdy używasz płytki dogładzającej Wiper, ustaw ją o 0,015 - 0,020 mm wyżej od innych.
 - Ustawianie jest łatwe - mówi Marshall. - Możesz z łatwością ustawić wszystko z dokładnością do kilku mikrometrów. To jedna z kluczowych cech decydujących o udanym frezowaniu czołowym, nie tylko zapewniająca odpowiednie wyważenie przy dużych prędkościach obrotowych, ale również pożądane wykończenie powierzchni — gdy wykańczasz powierzchnię bloku lub głowicy, obie te cechy mają krytyczne znaczenie.
- Ustawianie jest łatwe - mówi Marshall. - Możesz z łatwością ustawić wszystko z dokładnością do kilku mikrometrów. To jedna z kluczowych cech decydujących o udanym frezowaniu czołowym, nie tylko zapewniająca odpowiednie wyważenie przy dużych prędkościach obrotowych, ale również pożądane wykończenie powierzchni — gdy wykańczasz powierzchnię bloku lub głowicy, obie te cechy mają krytyczne znaczenie.
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.














