 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




Elesa+Ganter wiodący dostawcą standardowych elementów maszyn, wprowadził na rynek nowe koła zębate ZCP, które są wykonane z technopolimeru na bazie żywicy acetalowej (POM-C). Nowe koła zębate wyróżnia uniwersalność zastosowania. Doskonale sprawdzą się w środowiskach o podwyższonej wilgotności.

Firma Elesa+Ganter wzbogaciła gamę standardowych elementów wykrywalnych wizualnie o nowe koła zębate o oznaczeniu ZCL-VD.

Tuleje BK to w wielu przypadkach lepsza alternatywa dla taper bush. Zapewniają większą precyzję, lepsze osiowanie i prostszy montaż, co przekłada się na efektywną i bezawaryjną pracę układu. W jakich sytuacjach ich zastosowanie jest najbardziej wskazane?
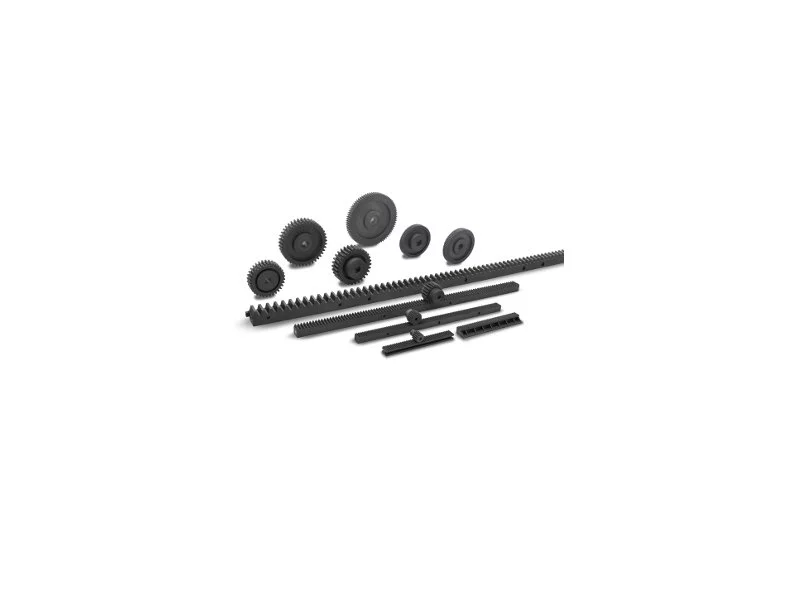
Grupa elementów, służących przeniesieniu napędu została powiększona o modułowe koła zębate walcowe o zębach prostych oraz listwy zębate. Nowe produkty są wykonane ze wzmocnionego włóknami szklanymi technopolimeru na bazie poliamidu – materiału stanowiącego nierdzewną alternatywę dla stali.

Firma ELESA+GANTER rozszerzyła grupę produktową Sprzęgła, przekładnie, przeguby o nowy model, którym są sprzęgła zębate ZGD. Nowy produkt sprawdzi się w sytuacjach, w których potrzebny jest szybki montaż lub demontaż dwóch wałów. Jest szczególnie polecany do stosowania w maszynach i urządzeniach, w których jednocześnie pracuje wiele silników, i które w przypadku awarii muszą być szybko wymienione. Z takimi sytuacjami można spotkać się np. w przemyśle szklarskim lub ceramicznym.
Przekładnie zębate mają bardzo szerokie zastosowanie – wszędzie tam, gdzie przekazywany jest napęd umieszczony w jednej płaszczyźnie – dlatego warto wiedzieć, jakie elementy wchodzą w ich skład.

Pręty stalowe okrągłe są powszechnie wykorzystywane w budownictwie i przemyśle. Poddane obróbce wiórowej bądź plastycznej stanowią bazę pod produkcję elementów maszyn. Konstruuje się z nich między innymi koła zębate, ślimaki, tuleje czy wały do silników. Pręty okrągłe w MTM stal sprzedawane są w standardowej długości od 3000mm do 6000mm. Wykonuje się je z różnych gatunków wysokiej jakości stali dostosowanej do znoszenia konkretnego obciążenia.

Case study Bydgoskich Zakładów Maszyn Gastronomicznych „Ma-Ga” Sp. z o.o.

SECO/WARWICK dostarczy jednokomorowy piec próżniowy Vector z opcją FineCarb i nawęglaniem w próżni (LPC) do komercyjnej hartowni Treatnorte. Jest to drugie urządzenie z nawęglaniem w próżni, które trafi do Portugalii. Zamówiony Vector będzie obsługiwać rynek portugalski oraz hiszpański. Piec będzie wykorzystywany do obróbki stali narzędziowych.

Walcowanie blach to popularna metoda plastycznej obróbki metali, dzięki której uzyskują one odpowiednie parametry.

Polskie zakłady, należące do światowego producenta części lotniczych, kolejny raz wybrały SECO/WARWICK. Partner zamówił jednokomorowy próżniowy piec Vector®, który zastąpi 30-letnią jednostkę, dotychczas pracującą w zakładach.

Płaskowniki nierdzewne stosuje się przede wszystkim tam, gdzie elementy konstrukcyjne muszą przenosić duże obciążenia mechaniczne, pracować w trudnych warunkach środowiskowych i zachować stabilność wymiarową. Są to wyroby o wyjątkowo szerokim zastosowaniu, które spotkać można zarówno w przemyśle ciężkim, jak i w architekturze, gdzie oprócz wytrzymałości liczy się też estetyka.

Jeden z azjatyckich producentów części do samolotów, wybrał poziomy piec próżniowy SECO/WARWICK przeznaczony do nawęglania próżniowego części lotniczych.

Rynek hartowni usługowych wchodzi w dekadę dynamicznego wzrostu. Według najnowszego raportu, globalna wartość usług związanych z hartowaniem wzrośnie z 3,17 miliarda dolarów w 2025 roku do 7,04 miliarda dolarów w 2035 roku, co oznacza średnioroczny wzrost na poziomie 8,3 procent. Motorami tego rozwoju są branże lotnicza i motoryzacyjna, które coraz częściej poszukują materiałów o wysokiej wytrzymałości, odporności termicznej oraz stabilności w długim cyklu eksploatacyjnym. To właśnie w tych sektorach właściwości osiągane dzięki nowoczesnym technologiom obróbki cieplnej decydują o bezpieczeństwie i efektywności całych konstrukcji. Konsekwencją tego jest duży wzrost wolumenu sprzedaży urządzeń do obróbki metali dla tego sektora. Grupa SECO/WARWICK ma w tym znaczny udział.

Profile z tworzyw sztucznych to nieodłączny element wielu nowoczesnych rozwiązań przemysłowych i budowlanych. W artykule przedstawiamy, jak wygląda proces ich produkcji, jakie korzyści oferują oraz dlaczego warto rozważyć zamówienie profili dostosowanych do indywidualnych potrzeb Twojej firmy.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.








