 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Wyniki procesów skrawania metali są determinowane przez wiele czynników. Do najważniejszych i najmniej rozpoznanych czynników należy „grubość wióra” skrawanego przez narzędzie skrawające.

Pod koniec stycznia 2012, Grupa SECO/WARWICK, globalny producent i dostawca pieców przemysłowych i urządzeń do obróbki cieplnej podpisała kontrakt z duńską firmą EXPANITE A/S zajmującą się opracowywaniem i rozwijaniem nowych technologii, na dostawę zaawansowanej technologii urządzeń dla opracowanych przez EXPANITE A/S metod EXPANITE® oraz SUPEREXPANITE®

Bukowy Dworek, 23-24 września 2010 Grupa SECO/WARWICK Polska serdecznie zaprasza na XIII edycję Seminarium poświęconego zagadnieniom nowoczesnych trendów w obróbce cieplnej.

SECO/WARWCIK ThermaL przy współpracy z profesorem Leszkiem Małdzińskim z Instytutu Maszyn Roboczych i Transportu Politechniki Poznańskiej rozwinęlo nową metodę kontrolowanego azotowania i azotonawęglania gazowego - ZeroFlow®.
O produktywnej obróbce skrawaniem w żadnym wypadku nie można powiedzieć, że jest prosta jak „bułka z masłem”. Jednym z głównych powodów jest fakt, że tutaj, w przeciwieństwie do pieczenia, nie ma możliwości zastosowania uniwersalnej mąki do każdego przepisu.

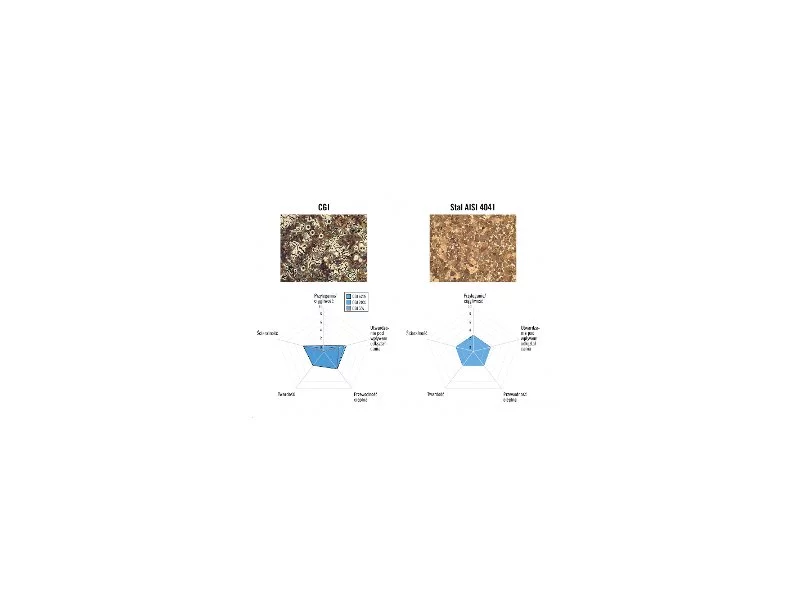
Stal nierdzewna jest uniwersalnym materiałem obrabianym, szeroko wykorzystywanym tam, gdzie ważne są takie własności jak wytrzymałość, odporność cieplna i odporność na korozję.

Seria Steadyline Combimaster poszerza gamę cieszącej się dużym powodzeniem rodziny Combimaster. Teraz ta seria oprawek narzędziowych do obróbki średniej wielkości elementów jest też wyposażona w najnowocześniejszą technologię tłumienia drgań.

Nadal używasz standardowych narzędzi tokarskich? Czas na szybką, ale dużą zmianę!

We współczesnej, konkurencyjnej branży przemysłowej, wszystkie działy przemysłu szukają idealnego narzędzia skrawającego, które oferuje wysoką wydajność, wszechstronność i precyzję przy niskim koszcie na krawędź.

XVI Seminarium „Nowoczesne Trendy w Obróbce Cieplnej“, które odbyło się 12-13 września 2013 w Łagowie, zgromadziło niemal 90 uczestników reprezentujących ponad 40 firm i ośrodków naukowych.
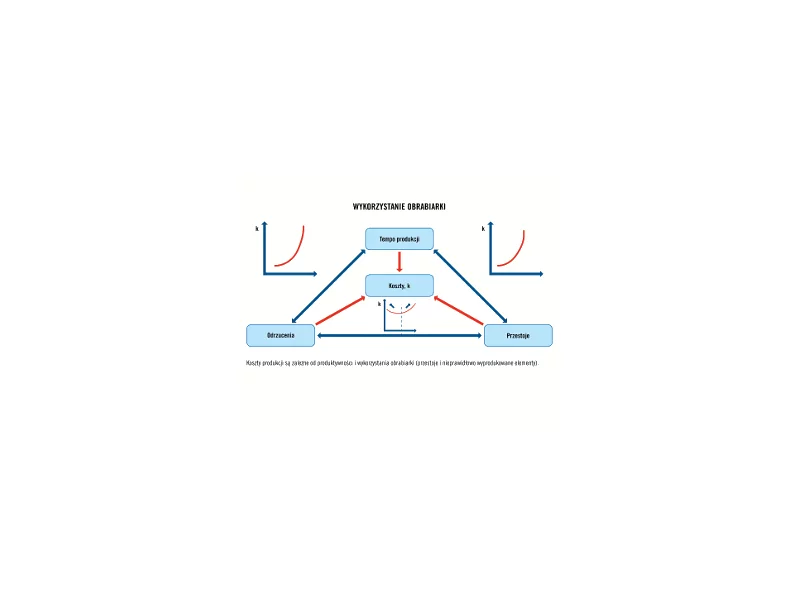
Osiągnięcie maksymalnej produktywności i dochodowości operacji obrabiania wynika z optymalizacji całego procesu skrawania. Podstawą tych starań jest inteligentne zastosowanie parametrów narzędzi skrawających w połączeniu z pełnym wykorzystaniem możliwości obrabiarki.
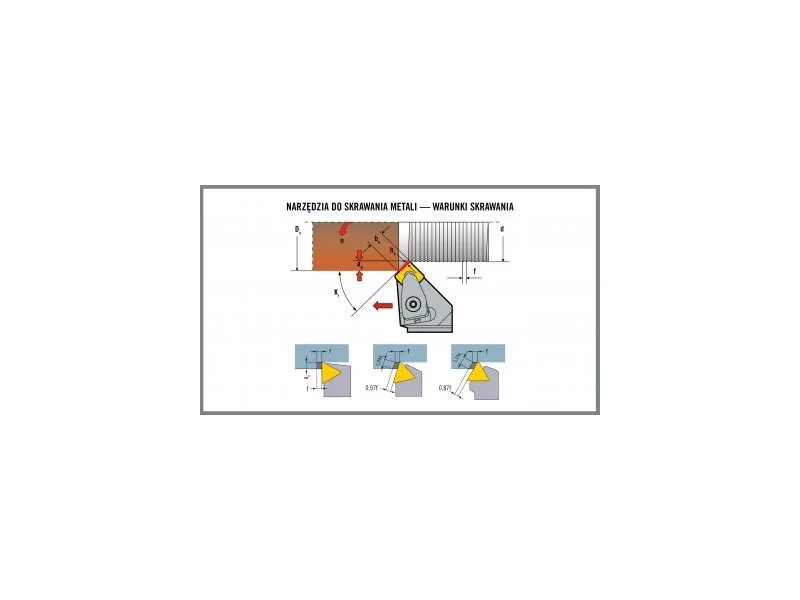
Wyniki procesów skrawania metali są determinowane przez wiele czynników. Do najważniejszych i najmniej rozpoznanych czynników należy „grubość wióra” skrawanego przez narzędzie skrawające.

Najważniejszym założeniem obróbki skrawaniem jest produkcja precyzyjnie wykonanych części przy jak najmniejszym nakładzie kosztów, doprowadzając do maksymalnego zwiększenia zysków.

Nowe rozwiązania w obszarze technologii skrawania metali mogą zapewnić maksymalne korzyści ekonomiczne, pod warunkiem, że proces obróbki jest opisany jako jeden spójny model.
Chociaż producenci mają w pracy styczność z różnymi częściami, materiałami elementów obrabianych i procesami obróbki skrawaniem, ich wspólnym celem jest obróbka określonej liczby elementów o pożądanej jakości, w określonym czasie i za odpowiednią cenę.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









