 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




Partner, specjalizujący się w produkcji elementów wymienników ciepła, zakupił od SECO/WARWICK piec półciągły do lutowania aluminium w atmosferze kontrolowanej (CAB). Został on zaprojektowany z myślą o podniesieniu efektywności i jakości produkcji części wymienników ciepła z płytami żebrowymi. Zamówiona linia od SECO/WARWICK zwiększy możliwości produkcyjne zakładu.

Doskonała wydajność skrawania i dłuższa trwałość narzędzi oznaczają więcej ukończonych części o wyższej jakości

W dzisiejszych czasach praktycznie każda fabryka, chcąc podnieść wydajność produkcji oraz jakość swoich wyrobów dąży do optymalizacji procesów produkcyjnych. Kluczowe w tym aspekcie stają się przezbrojenia maszyn. Niezwykle istotne jest, aby przezbrojenia były realizowane w sposób sprawny i bezpieczny. Jednym z głównych narzędzi stosowanych do optymalizacji procesów jest SMED (Single Minute Exchange of Die), który skupia się na skracaniu czasów przezbrajania maszyn i urządzeń we wszelkiego typu procesach produkcyjnych.

Na papierze wszystko wygląda prosto. Projekt powstaje w CAD-zie, materiał jest zamówiony, termin goni. Schody zaczynają się dopiero wtedy, gdy detal trafia na halę produkcyjną. To właśnie tam widać, czy technologia rzeczywiście wspiera produkcję, czy ją spowalnia.Jeśli element wymaga poprawek, jeśli trzeba go czyścić, prostować albo ręcznie dopasowywać do kolejnego etapu — proces zaczyna się rozjeżdżać. Każda dodatkowa operacja to czas, koszt i ryzyko błędu. Właśnie dlatego w ostatnich latach w wielu zakładach odpowiedzią na te problemy stała się wycinarka laserowa. Nie jako modny gadżet ani marketingowy slogan, ale jako realne narzędzie, które porządkuje produkcję i stabilizuje jakość.Pytanie brzmi jednak: w których branżach i sytuacjach jej przewaga jest naprawdę największa?

Teraz parę terminów:- opory skrawania, to znaczy siła po przyłożeniu której wiertło może się zagłębić w materiał obrabiany.

Bezprzewodowe wciągarki elektryczne to innowacyjne rozwiązanie, które zyskuje coraz większą popularność w różnych branżach. Dzięki swojej wszechstronności i mobilności, znajdują zastosowanie w miejscach, gdzie tradycyjne wyposażenie nie sprawdzi się.

Skanowanie 3D to dziś jedna z najdokładniejszych metod pomiaru i digitalizacji obiektów. Pozwala w krótkim czasie uzyskać miliony punktów odwzorowujących geometrię elementu z dokładnością do mikronów. Nic więc dziwnego, że technologia ta stała się podstawą nowoczesnej metrologii, kontroli jakości, inżynierii odwrotnej czy projektowania CAD.

Wysoce precyzyjna technologia mocowania poligonalnego TRIBOS firmy SCHUNK teraz będzie wykorzystywana także w tokarkach oraz obrabiarkach zespołowych z automatycznymi obrotowymi stołami indeksującymi wyposażonych w narzędzia napędzane.

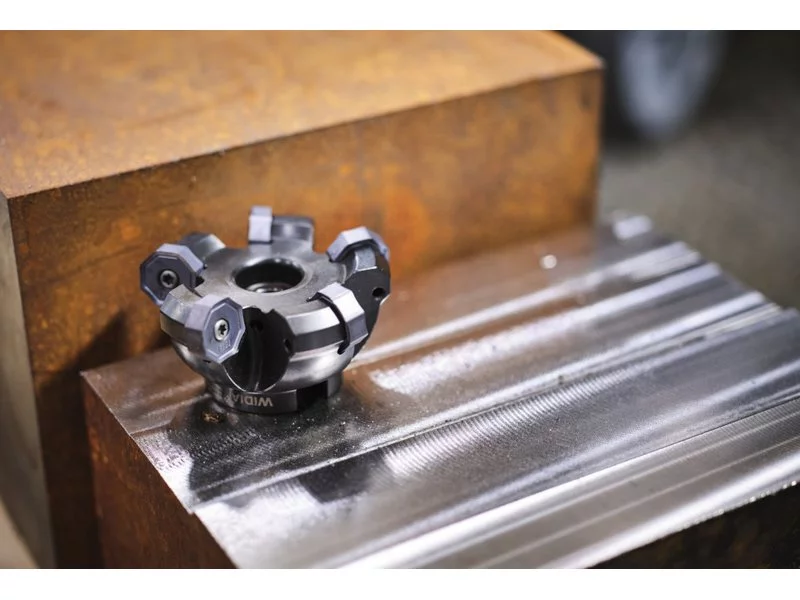
Nowy frez czołowy do obróbki wykańczającej żeliwa przekracza najsurowsze wymagania dotyczące jakości powierzchni

Wyniki procesów skrawania metali są determinowane przez wiele czynników. Do najważniejszych i najmniej rozpoznanych czynników należy „grubość wióra” skrawanego przez narzędzie skrawające.
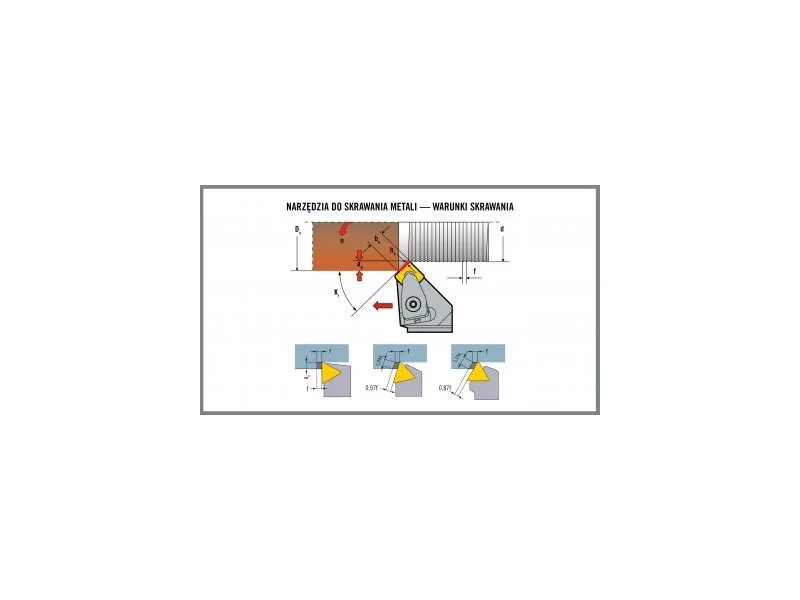
Wyniki procesów skrawania metali są determinowane przez wiele czynników. Do najważniejszych i najmniej rozpoznanych czynników należy „grubość wióra” skrawanego przez narzędzie skrawające.

Wobec obecnie stosowanych systemów dostarczania chłodziwa* istnieją duże oczekiwania, wykraczające poza funkcję chłodzenia podczas procesu skrawania.
Nowy frez do planowania przeznaczony do obróbki zgrubnej i półwykańczającej stali, stali nierdzewnej, żeliwa i żeliwa sferoidalnego

Narzędzia skrawające są podstawowymi elementami procesu obróbki skrawaniem. W zależności od tego, w jaki sposób narzędzia są wybierane i stosowane, oferują one możliwość maksymalizacji wydajności obróbki lub, z drugiej strony, tworzą wąskie gardła produkcyjne. Wiele zależy od sposobu zarządzania wykorzystaniem narzędzi w odniesieniu do całego procesu produkcyjnego.

Narzędzia skrawające są podstawowymi elementami procesu obróbki skrawaniem. W zależności od tego, w jaki sposób narzędzia są wybierane i stosowane, oferują one możliwość maksymalizacji wydajności obróbki lub, z drugiej strony, tworzą wąskie gardła produkcyjne. Wiele zależy od sposobu zarządzania wykorzystaniem narzędzi w odniesieniu do całego procesu produkcyjnego.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.








