 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.






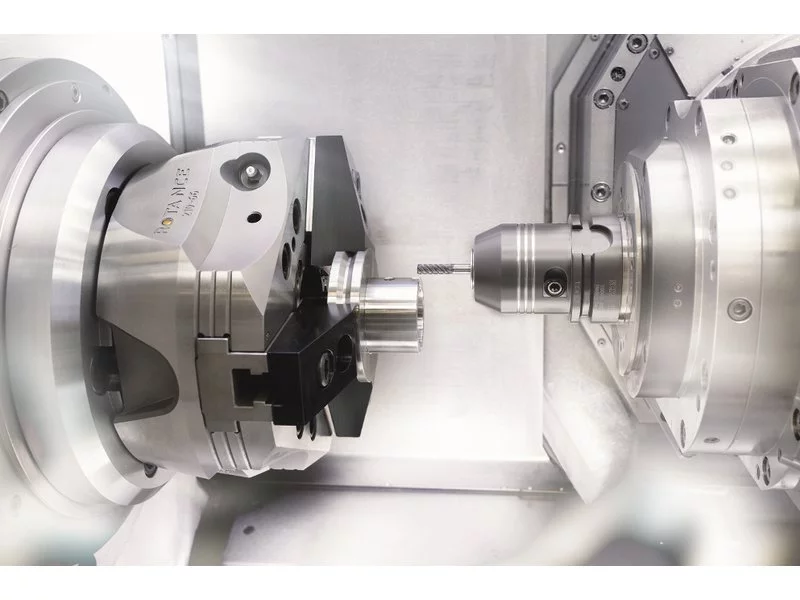
Lekki uchwyt tokarski SCHUNK ROTA NCE zapewnia wysoką dynamikę podczas toczenia. Po raz pierwszy udało się połączyć lekką konstrukcję, maksymalną nośność i duży otwór przelotowy w jednym uchwycie tokarskim. Uchwyt hakowo klinowy firmy SCHUNK, lidera w dziedzinie systemów chwytania i technologii mocowania, przekonuje imponująco wysoką nośnością i minimalną wagą.

Elesa+Ganter wzbogaciła ofertę o serię wysokich uchwytów pałąkowych. Nowe produkty noszą oznaczenia GN 435 i GN 435.3. zostały stworzone z myślą o aplikacjach wymagających większego prześwitu pomiędzy obudową, a częścią chwytną.

Aby sprostać rosnącym wymaganiom rynku, firma SCHUNK opracowała niewymagający konserwacji ręczny 2+2 szczękowy uchwyt tokarski ROTA-M flex 2+2 o szczególnie dużym skoku kompensacyjnym. Dzięki specjalnemu mechanizmowi (zgłoszony do opatentowania), w zależności od rozmiaru, skok wynosi od 5,1 mm do 10 mm na szczękę – więcej niż w przypadku jakiegokolwiek innego 4-szczękowego uchwytu na rynku.
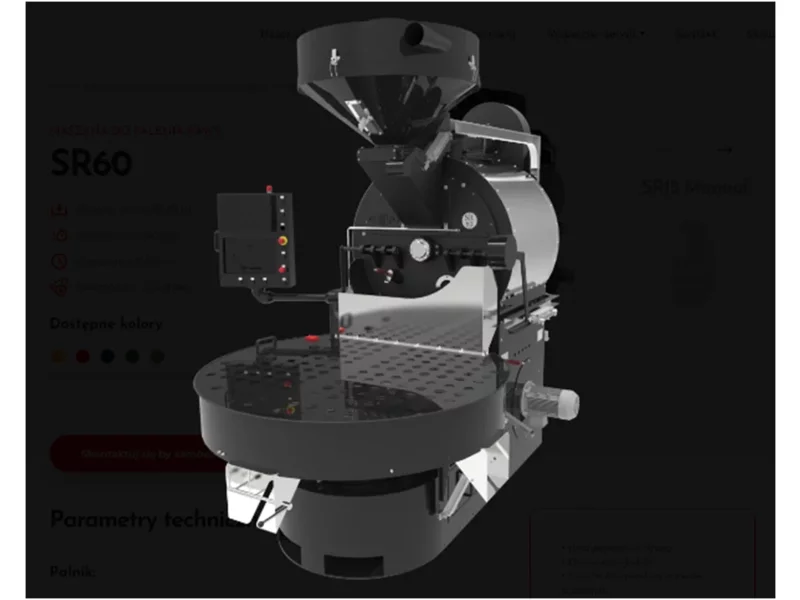
Jednym z głównych producentów pieców oraz linii do palenia kawy na świecie jest firma Coffed pochodząca z Piły. Dzięki wieloletniemu doświadczeniu oraz stosowaniu wysokiej jakości komponentów w procesie produkcji, projektowane przez nią maszyny są technicznie dopracowane, co wpływa na ich niezawodność, funkcjonalność, a także na unikatowy design. Konstruktorzy firmy Coffed zdecydowali się na wykorzystanie w swoich projektach standardowych elementów z oferty Elesa+Ganter. W niniejszym artykule przedstawiamy case study z tej współpracy.

Niezwykła stabilność, wysokiej jakości design, wytrzymałe materiały oraz maksymalna trwałość to cechy charakterystyczne tych uchwytów.

Firma Elesa+Ganter rozszerzyła ofertę uchwytów odgiętych o nowe modele M.1053 oraz M.1053-P. Ich cechą charakterystyczną jest bezpieczeństwo w użytkowaniu, zapewnione kształtem wspornika umożliwiającego odsunięcie osi profilu od osi mocowania.
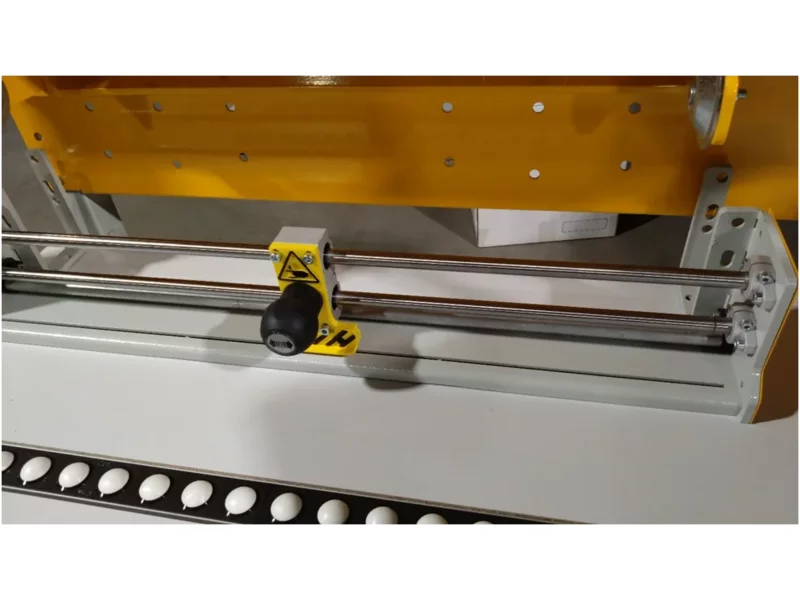
Zoptymalizowanie stanowiska pracy ma ogromne znaczenie i stanowi wyzwanie w każdym przedsiębiorstwie. Dzięki optymalnemu układowi urządzeń i narzędzi w ciągu jednego dnia pracy możemy efektywniej wykonać większą liczbę zadań, jednocześnie dbając o równowagę obciążenia dla organizmu pracownika. Na przykładzie współpracy z firmą DAMET prezentujemy, w jaki sposób można zoptymalizować proces pakowania.

Na frezarce poziomej standardową oprawką narzędziową jest trzpień poziomy. Składa się on z hartowanego i precyzyjnie szlifowanego rdzenia. Na jednym końcu znajduje się uchwyt stożkowy 7:24 zazwyczaj DIN 2080 pasujący do wrzeciona maszyny. Zazwyczaj jest to wrzeciono poziome, drugi koniec ma specjalną nakrętkę.

Firma Elesa+Ganter wprowadziła do oferty uchwyty serii GN 197 do monitorów.

Elesa+Ganter wprowadziła do oferty nowe uchwyty odgięte M.1053-SST i M.1053-P-SST stanowiące rozwinięcie grupy produktowej M.1053. Seria ta jest określana mianem bezpiecznych uchwytów odgiętych. Została zaprojektowana z myślą o zastosowaniu w osłonach podwójnych, pokrywach, wózkach warsztatowych, itp.
Jednym z kluczowych czynników rozwoju firmy jest proces ciągłego doskonalenia oferowanych produktów. Dzięki niemu dana firma może efektywnie konkurować nie tylko pod względem cenowym. Na przykładzie mobilnego filtra dymów spawalniczych BOXAIR M firmy Menegon przedstawiamy pomysł na modernizację tego urządzenia przy pomocy nowego modelu uchwytów kasetowych PR-PF.

Firma Elesa+Ganter wprowadziła do oferty nowy typ uchwytów funkcyjnych o oznaczeniu GN 422 oraz stosowane w nich przełączniki serii GN 3310, dzięki którym można sterować funkcjami urządzenia.

ELESA+GANTER powiększyła oferowaną przez siebie rodzinę uchwytów rurowych o model GN 334.1.

O sprawności procesu produkcyjnego decyduje każdy, nawet najmniejszy element składający się na maszyny i urządzenia. Istotna jest solidność, jakość wykonania i przede wszystkim precyzja. Kluczowymi częściami są zwłaszcza rozmieszczone na taśmach produkcyjnych lub w maszynach różnego rodzaju czujniki pozwalające na zautomatyzowanie całego procesu.

Potocznie używana nazwa druku 3D zalicza się do wytwarzania detali metodą addytywną/przyrostową, która, oprócz samego pomysłu na detal, wymaga przejścia przez trzy etapy: modelowania, drukowania i wykończenia.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









