 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Skup węglika to najlepszy sposób, żeby pozbyć się zalegających materiałów przemysłowych i jeszcze na tym zyskać. Jednak ceny węglików są bardzo niestabilne – warto wiedzieć, od czego zależą, żeby sprzedać je jak najdrożej.

Konwencjonalne wiercenie głębokich otworów, zwłaszcza otworów o małej średnicy to zwykle proces powolny i zawodny. Wiertła specjalnego przeznaczenia mini DVAS były projektowane od początku z myślą o wierceniu otworów o małych średnicach w różnych materiałach.

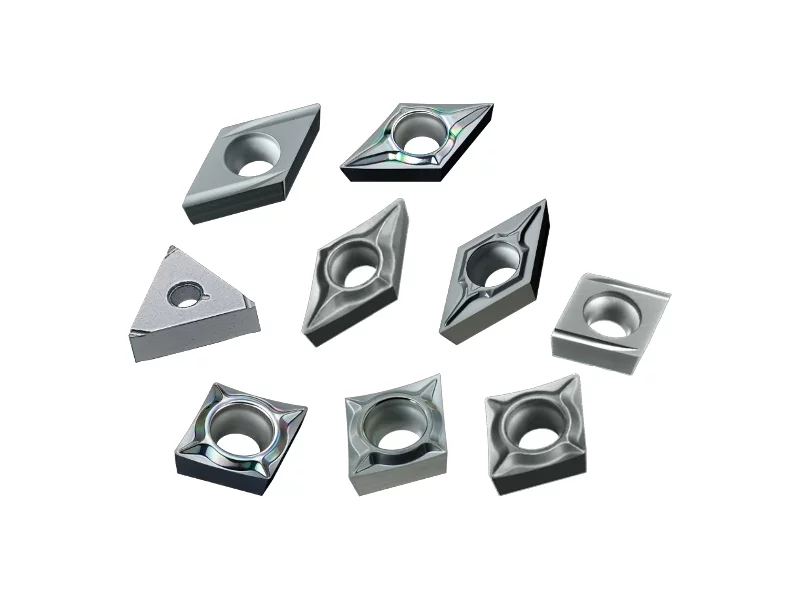
Węglik spiekany jest jednym z najtwardszych i najbardziej odpornych na zużycie materiałów narzędziowych. Jest odporny na obciążenia fizyczne, uderzenia, deformacje, wysokie temperatury, korozję i wysokie ciśnienie, dzięki czemu jest idealny do pracy z najtwardszymi materiałami budowlanymi.

Kennametal zapewnia producentom z sektora lotniczego i energetycznego bezprecedensowe parametry wiercenia.

Każdy, kto choć raz miał do czynienia z obróbką skrawaniem z wykorzystaniem technologii CNC wie, że narzędzia skrawające wykonane z węglików spiekanych charakteryzują się największą trwałością i wytrzymałością.

Ciągły rozwój branży obróbki skrawaniem, który obserwujemy, wynika z kilku czynników. Obróbka skrawaniem stawia przed nami coraz większe wymagania, ze względu na rosnące standardy jakościowe.
O ciągłej konieczności zwiększenia efektywności i dokładności produkcji nikogo nie trzeba przekonywać. Jakie narzędzia stosować, aby sprostać rygorystycznym normom, wyeliminować problemy jakościowe oraz podnieść efektywność produkcji?

Węgliki spiekane, materiał, o którym w ostatnich latach jest naprawdę głośno, niedługo będzie obchodził stulecie odkrycia. Patent na tego rodzaju tworzywa został wydany już w 1923 roku, ale trzeba było długo czekać, zanim technologia wytwarzania węglików będzie opłacalna na skalę przemysłową.

Asortyment pełnowęglikowych frezów walcowo-czołowych Jabro®-Solid2 JS554 zyskuje na użyteczności i wszechstronności dzięki opcjom redukcji średnicy.

Asortyment pełnowęglikowych frezów walcowo-czołowych Jabro®-Solid2 JS554 zyskuje na użyteczności i wszechstronności dzięki opcjom redukcji średnicy. Te najnowsze narzędzia zapewniają większy prześwit przy obróbce skomplikowanych komponentów stosowanych np. w lotnictwie i medycynie i przy obróbce ogólnej.

Asortyment głowic frezarskich typu AXD został obecnie rozszerzony o głowice mocowane na gwint o średnicach od Ø25 do Ø40. Wprowadzenie głowic mocowanych na gwint zapewnia większą wszechstronność i wydajność dzięki szybszej możliwości wymiany narzędzia. Ponadto głowice o małej średnicy umożliwiają obróbkę małych kieszeni i miejsc o ograniczonym dostępie w komponentach o skomplikowanym kształcie.

Kennametal wprowadza nową technologię wierteł modułowych łączącą najlepsze cechy wcześniejszych rozwiązań.

Klienci zgłaszali zapotrzebowanie na nowy gatunek węglika, który umożliwiłby zwiększenie prędkości skrawania podczas frezowania stopu tytanu 6Al4V, zamiast zwiększania prędkości posuwu lub głębokości frezowania, skutkujących zwiększeniem siły działającej na obrabiany przedmiot, uchwyt i wrzeciono maszyny.

Retech, amerykańska spółka córka należąca do Grupy SECO/WARWICK, nawiązał współpracę z GeniCore, warszawską firmą zajmująca się inżynierią materiałów kompozytowych. Dzięki współpracy Retech rozszerzy swoją ofertę w zakresie procesów metalurgii proszków o impulsowe spiekanie plazmowe.

Firma Seco niedawno dodała nowe frezy walcowo-czołowe — JPD i JC — do serii produktów Jabro przeznaczonych do obróbki kompozytów.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









