 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.





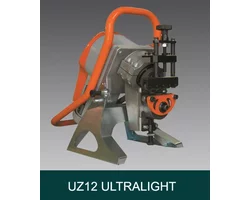
Ręczne urządzenie do ukosowania krawędzi B22 ZERO (maksymalna szerokość obróbki 22 mm)

Przeznaczone do ukosowania i gratowania części, promieni wewnętrznych i zewnętrznych oraz otworów.


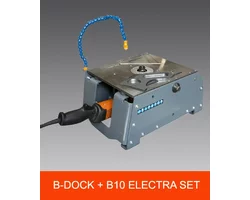
Kupując zestaw B-Dock + B15 Electra, otrzymasz uniwersalne urządzenie do ukosowania. Urządzenie B15 Electra można zastosować niezależnie od B-Docku jako ręczne urządzenie do ukosowania lub w systemie B-Dock, jak wskazano poniżej.


Proces obróbki cieplnej prowadzący do uzyskania struktury zbliżonej do stanu równowagi termodynamicznej.


Metoda hartowania w zaciskowych prasach, formach gdzie dopuszczalne są niewielkie odkształcenia, np.: pierścienie łożyskowe, bieżnie. Metoda zapewnia dobrą kontrolę wymiarów i jednolite utwardzenie.


Indukcyjne lutowanie twarde odbywa się, gdy co najmniej dwa materiały są łączone razem z użyciem nagrzewania indukcyjnego, które przetapia umieszczone spoiwo nie zmieniając stanu skupienia materiałów spajanych. Podczas nagrzewania indukcyjnego materiały żelazne są szybko nagrzewane polem elektromagnetycznym utworzonym przez prąd zmienny w cewce indukcyjnej.

Umożliwia przygotowanie do spawania płaszczyzn wykonanych z żelaza, stali (do 60kg/mm2), nierdzewnej stali, mosiądzu, miedzi i aluminium.


Celem normalizowania jest nadanie stali jednolitej, drobnoziarnistej struktury. Proces ten jest używany do uzyskiwania przewidywalnej mikrostruktury i zagwarantowania określonych właściwości mechanicznych stali.


Hartowanie przerywane to rodzaj obróbki cieplnej stosowanej jako przerywane chłodzenie stali zazwyczaj w kąpieli z roztopionej soli w temperaturze nieco powyżej Ms. Celem jest opóźnienie chłodzenia i jego intensywności minimalizując tym samym odkształcenia i ryzyko wystąpienia pęknięć.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.




















