 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.





Barwienie aluminium stosuje się głównie do celów dekoracyjnych, poprawy właściwości optycznych lub też zwiększenia promieniowania cieplnego(radatory). Oferujemy państwu szeroką gamę kolorów: żółty, złoty, czerwony, brązowy, niebieski, zielony, czarny, turkusowy, fioletowy, tytanowy.


Dysponujemy możliwością wykrawania blach stalowych w zakresie grubości od 0,3mm do 4mm oraz blach aluminiowych do 6mm.


Formowanie elementów stalowych z wykorzystaniem pras mimośrodowych oraz hydraulicznych o nacisku do 250 ton.


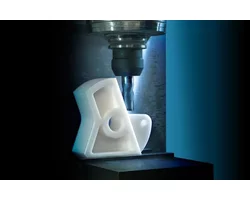
Oferujemy usługę frezowania. Nasz park maszynowy wyposażony jest w wydajne i precyzyjne frezarki.


Spółka maluje proszkowo na zautomatyzowanej linii szwajcarskiej firmy GEMA. Przed malowaniem detale są dokładnie odtłuszczane przy wykorzystaniu technologii nanoceramiki firmy Henkel.


Jednym z głównych atutów przeciągarek CNC jest ich zdolność do obróbki profili o różnych kształtach i rozmiarach. Dzięki odpowiednim narzędziom i możliwościom obróbki, maszyny te są w stanie tworzyć wyroby o skomplikowanych i powtarzalnych geometrycznych kształtach.

Świadczymy usługi w zakresie frezowania CNC, toczenia CNC, gwintowania, elektrodrążenia oraz montażu elementów dla różnych gałęzi przemysłu.


Wiercenie i gwintowanie – możliwości zastosowania tej operacji na maszynach tradycyjnych i sterowanych numerycznie pozwala na wykonanie otworów i gwintów w dużym zakresie średnic i dokładności.


Dzięki zaawansowanemu centrum obróbczemu CNC HARTFORD PLUG & PLAY MVP10 oraz CNC RAIS M700 zapewniamy najwyższą jakość frezowania, szybką realizację powierzonych nam projektów oraz całkowitą powtarzalność.

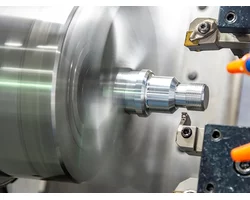
W ramach usług obróbki metali oferujemy usługi toczenia CNC i toczenia konwencjonalnego. Z użyciem nowoczesnych centr tokarskich wykonujemy dowolne komponenty i podzespoły maszyn na potrzeby różnych sektorów przemysłu.


Wygładzarki wibracyjne, kołowe, z dnem wznoszącym i sitem separacyjnym o pojemnościach od 130 do 1750 dm3.


Piece z wysuwnym trzonem jak i systemem tac wsadowych, piece z trzonem pokrocznym oraz piece przelotowe


Indukcyjne lutowanie twarde odbywa się, gdy co najmniej dwa materiały są łączone razem z użyciem nagrzewania indukcyjnego, które przetapia umieszczone spoiwo nie zmieniając stanu skupienia materiałów spajanych. Podczas nagrzewania indukcyjnego materiały żelazne są szybko nagrzewane polem elektromagnetycznym utworzonym przez prąd zmienny w cewce indukcyjnej.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.












