 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




Firma Mitsubishi Materials opracowała nową serię gatunków, przeznaczonych zarówno do frezowania, jak i toczenia.

Piły tarczowe z węglikami spiekanymi (HM) do cięcia stali to prawdziwa rewolucja w warsztatach. Obietnica błyskawicznego, czystego cięcia bez iskier i gratu jest niezwykle kusząca. Niestety, wielu użytkowników przeżywa kosztowne rozczarowanie, gdy ich nowa, droga piła staje się bezużyteczna już po kilku lub kilkunastu cięciach. Z frustracji często obwiniają narzędzie, podczas gdy problem niemal zawsze leży w niewłaściwej technice pracy. Cięcie stali piłą HM fundamentalnie różni się od cięcia drewna czy pracy ze ściernicą. Na bazie zaleceń producenta pił GLOTECH GT810, przedstawiamy 5 kluczowych zasad, które zagwarantują Twojej pile długą i wydajną pracę.

Imadło to jedno z podstawowych narzędzi w każdym warsztacie i na każdym stanowisku obróbczym. Choć jego zadanie jest pozornie proste: stabilnie utrzymać detal, to konstrukcja, dokładność i przeznaczenie poszczególnych typów imadeł potrafią się od siebie diametralnie różnić. Dlatego wybór właściwego rozwiązania ma realny wpływ na jakość obróbki, bezpieczeństwo pracy i powtarzalność procesu.

We współczesnej obróbce skrawaniem jedną z zasadniczych funkcji odgrywa frezowanie. Ta jedna z najważniejszych technik wytwarzania elementów o skomplikowanych kształtach, ma istotne znaczenie dla przemysłu maszynowego, motoryzacyjnego, a także lotniczego. Proces ten pozwala na obróbkę materiałów w sposób precyzyjny i efektywny, co czyni go nieodzownym elementem w nowoczesnej produkcji przemysłowej. W tym artykule przyjrzymy się bliżej na czym polega frezowanie.

Niekontrolowane wibracje stwarzają wiele problemów pojawiających się podczas skrawania. Zmienne siły występujące w procesie skrawania wywołują wibracje i drgania narzędzia, skutkujące pogorszeniem jakości powierzchni obrabianego detalu, szybkim zużyciem lub pękaniem ostrza narzędzia oraz uszkodzeniem elementów obrabiarki.

Prawidłowo zaprojektowana instalacja odpylania przemysłowego to nie tylko gwarancja czystości w zakładzie produkcyjnym, ale przede wszystkim kluczowy element bezpieczeństwa pracy, ochrony zdrowia załogi oraz ciągłości procesów technologicznych. W przemyśle drzewnym, metalowym, cementowym czy spożywczym, właściwy dobór komponentów i parametrów technicznych decyduje o rentowności i bezawaryjności całej inwestycji.
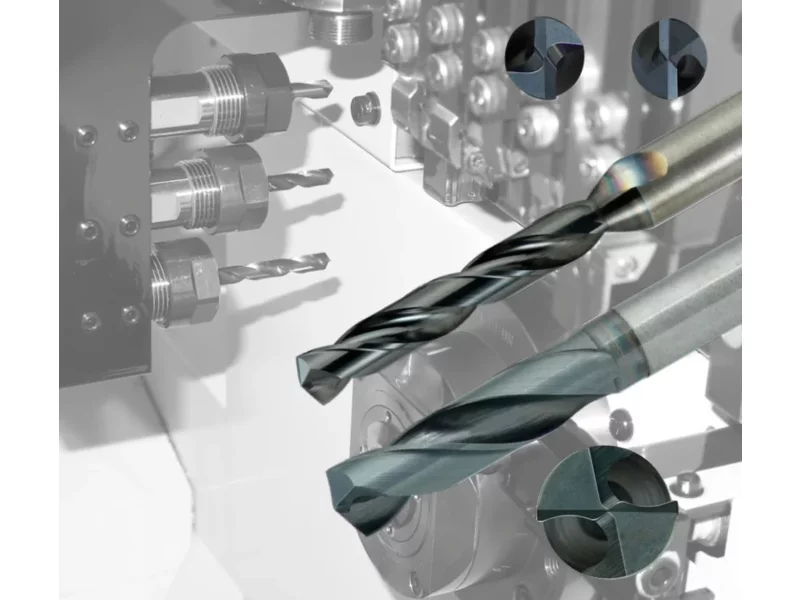
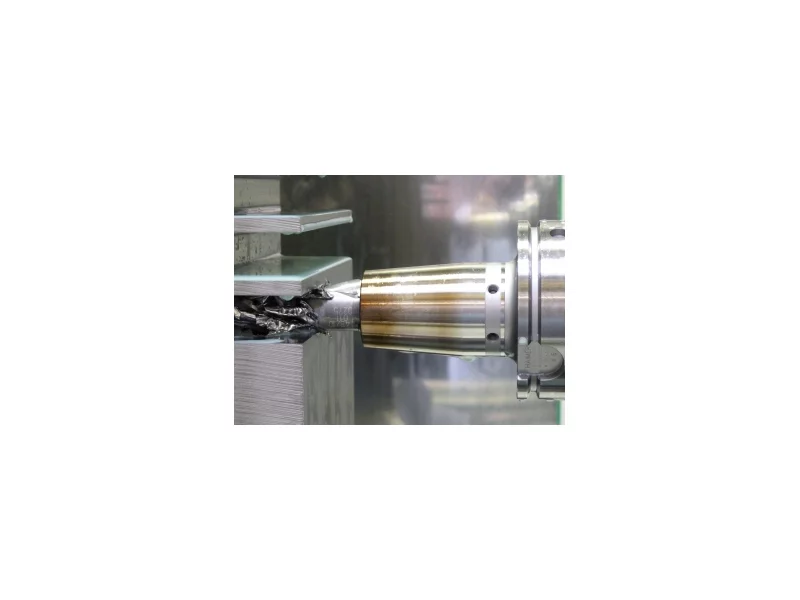
Wiertła specjalnego przeznaczenia DWAE zostały zaprojektowane do wiercenia w ograniczonej przestrzeni obróbkowej na automatach tokarskich i małych tokarkach CNC.
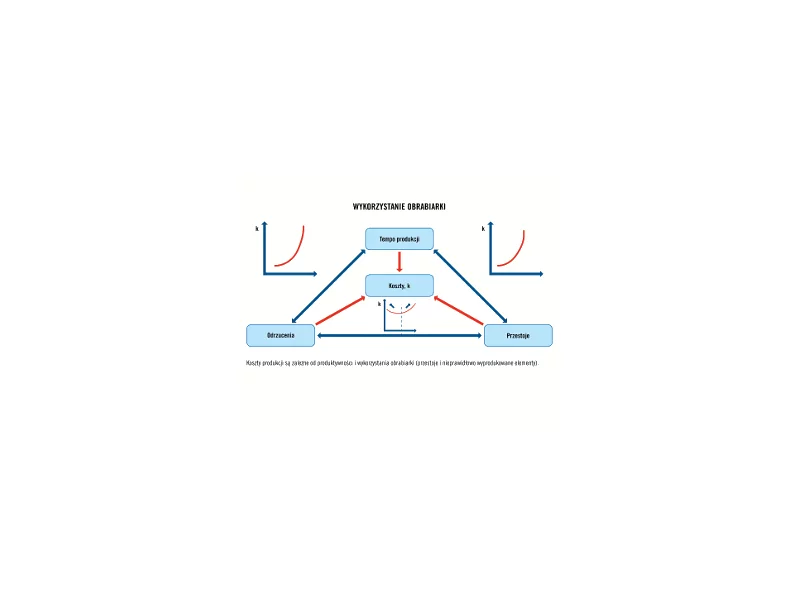
Osiągnięcie maksymalnej produktywności i dochodowości operacji obrabiania wynika z optymalizacji całego procesu skrawania. Podstawą tych starań jest inteligentne zastosowanie parametrów narzędzi skrawających w połączeniu z pełnym wykorzystaniem możliwości obrabiarki.

Precyzyjne cięcie metalu to fundament każdej produkcji przemysłowej. Wybór odpowiedniej technologii wpływa na jakość krawędzi, czas realizacji i koszty. Dwie najczęściej stosowane metody to waterjet, czyli cięcie strumieniem wody pod wysokim ciśnieniem oraz plazma CNC, wykorzystująca zjonizowany gaz o temperaturze powyżej 20 000 °C. Choć obie pozwalają na automatyzację procesu, różnią się zakresem zastosowań.

Nowe rozwiązania w obszarze technologii skrawania metali mogą zapewnić maksymalne korzyści ekonomiczne, pod warunkiem, że proces obróbki jest opisany jako jeden spójny model.

W 2024 inżynierowie Mitsubishi Materials wykonali setki testów narzędzi skrawających DIEADGE wspólnie z naszymi klientami. Towarzyszyliśmy klientom na każdym etapie wdrożenia narzędzi DIEADGE, tak aby wspólnie świętować odniesiony sukces, ale również wspólnie pracować nad wyeliminowaniem błędów oraz rozwiązaniem problemów. Mamy nadzieję, że kolejny rok przyniesie nam kolejne wyzwania i pozwoli nam utrzymać wysoki standard we współpracy z klientami.

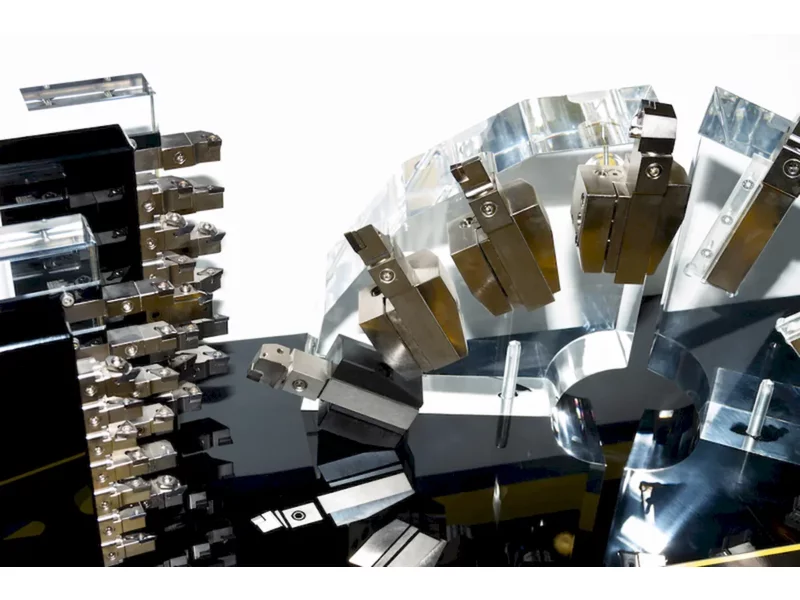
Asortyment głowic frezarskich typu AXD został obecnie rozszerzony o głowice mocowane na gwint o średnicach od Ø25 do Ø40. Wprowadzenie głowic mocowanych na gwint zapewnia większą wszechstronność i wydajność dzięki szybszej możliwości wymiany narzędzia. Ponadto głowice o małej średnicy umożliwiają obróbkę małych kieszeni i miejsc o ograniczonym dostępie w komponentach o skomplikowanym kształcie.
Znaczenie uchwytów narzędziowych jest ciągle zaniżone, zwłaszcza kiedy mówimy o obróbce zgrubnej lub w ciężkich warunkach. Wydajność usuwania materiału w tego typu procesach jest absolutnie kluczowa dla produktywności procesu skrawania.

W świecie precyzyjnego sterowania numerycznego, gdzie błąd rzędu kilku mikrometrów może przesądzić o odrzuceniu detalu, informacja o rzeczywistej pozycji narzędzia jest najcenniejszym zasobem systemu. Enkoder inkrementalny to kluczowy przetwornik elektromechaniczny, który pełni rolę „oczu” sterownika CNC. Zamienia on ruch obrotowy lub liniowy na serię impulsów elektrycznych, pozwalając procesorowi kontrolera ruchu na precyzyjne śledzenie przemieszczenia, prędkości oraz kierunku obrotu wału silnika. Bez tego niepozornego urządzenia, nowoczesne systemy serwonapędowe oraz zaawansowane funkcje bazowania maszyn nie mogłyby istnieć, a obróbka skrawaniem pozostałaby w erze manualnych pokręteł i mechanicznych ograniczników. Zachęcamy do zapoznania się z poniższym artykułem, w którym przedstawimy działanie i zastosowanie tych urządzeń.
Frezowanie to jedna z najpopularniejszych metod obróbki skrawaniem metali. Pozwala ona uzyskać złożone kształty i powierzchnie, gwarantując wysoką wydajność produkcji. Jakość efektów frezowania zależy od szeregu czynników, takich jak między innymi rodzaj materiału i frezu, parametry obróbki czy umiejętności operatora maszyny.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.








