 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




W dniach 25 - 29 października w Hanowerze odbędą się Międzynarodowe Targi Technologii Obróbki Blach Euroblech 2016. To już 24. edycja ważnego dla branży maszynowej wydarzenia.
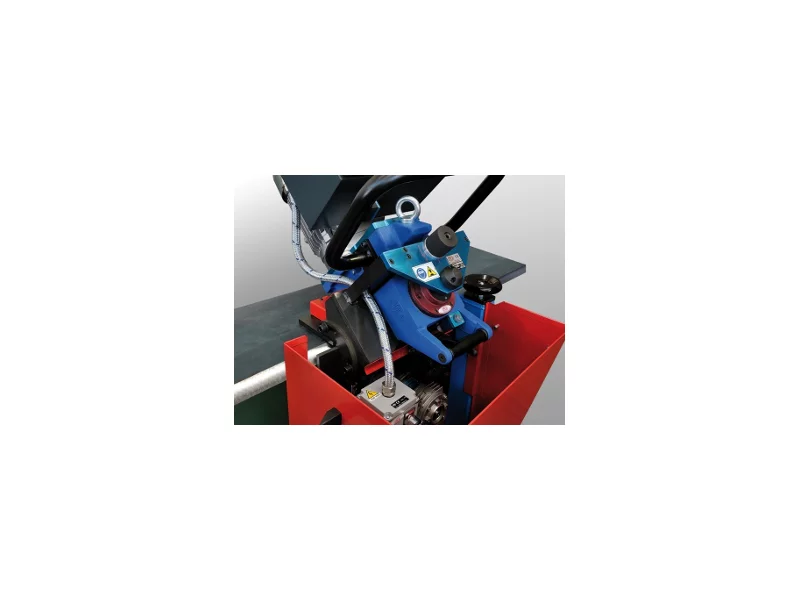
Ukosowanie / fazowanie – proces obróbki krawędzi (ścięcia pod kątem lub na inny kształt tj. J / U / I ) grubszych niż 4mm detali.

SECO/WARWICK zrealizuje dostawę zaawansowanego jednokomorowego pieca próżniowego Vector z chłodzeniem gazowym dla jednego z najbardziej wymagających rynków świata - japońskiego sektora high-tech. Jest to pierwsze zamówienie pieca próżniowego SECO/WARWICK dla tego Partnera.

Proces produkcji profili stalowych jest skomplikowanym i precyzyjnym przedsięwzięciem, które łączy nowoczesne technologie z zaawansowanymi metodami obróbki.
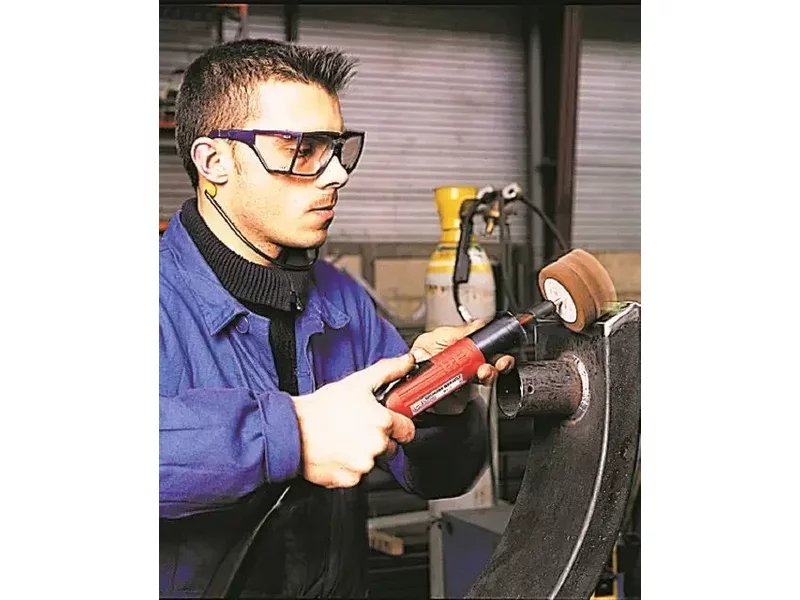
Osiągnięcie wysokiej jakości w procesie obróbki metalu zależy w dużej mierze od narzędzi używanych w tym procesie. Przy wyborze narzędzi napędzanych sprężonym powietrzem kluczowe są aspekty takie jak efektywność energetyczna, wydajność oraz przede wszystkim, bezpieczeństwo. W ramach tego artykułu zidentyfikujemy kilka najważniejszych czynników, które muszą być brane pod uwagę podczas wyboru narzędzi do obróbki metalu.

W dniach 9–10 października 2025 w Hotelu Molo Resort w Osieku odbyła się 14. edycja STIGO User Day – cyklicznej konferencji dla przedstawicieli branży metalowej, producentów i użytkowników systemu SigmaNEST.
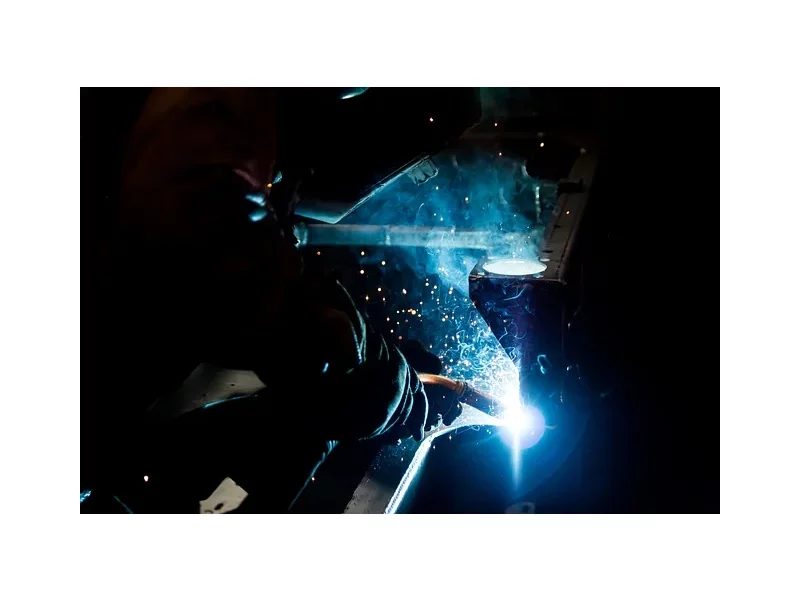
Spawanie, czyli proces trwałego łączenia ze sobą dwóch lub więcej elementów, to metoda najczęściej stosowana w przypadku metali i jest ona popularna od bardzo dawna. W dziedzinie spawania pojawiają się nowoczesne technologie, które umożliwiają najlepszą jakość spoin. Jedną z nich jest spawanie stali TIG.

Rękojeści nastawne są szeroko stosowane zarówno w przemyśle, jak i innych branżach. Tego rodzaju rękojeść składa się z wewnętrznie gwintowanej tulei lub gwintowanej szpilki oraz połączonego z nią wielokarbem ramienia przestawnego. Zwykle ramię pozostaje zasprzęglone, co pozwala na przeniesienie momentu obrotowego na tuleję lub szpilkę. Osiowe odciągnięcie rękojeści powoduje wysprzęglenie mechanizmu. W celu przestawienia ramienia dźwigni w trakcie zaciskania, należy unieść ją tak, aby nastąpiło rozłączenie wieloklinów i przekręcić do żądanej pozycji. Zwolnienie uchwytu skutkuje automatycznym powrotem ramienia i ponownym zazębieniem sprzęgła (rys. 1).

Obecnie, podczas gdy mamy do czynienia z szybkim postępem w zakresie automatyzacji, robotyzacji, Big Data, oczywistym jest, że weszliśmy w nową erę przemysłową. Coraz więcej przedsiębiorców wychodzi naprzeciw oczekiwaniom Klientów i podnosi jakość swoich usług poprzez wprowadzanie nowych technologii do procesów produkcyjnych w swoich zakładach.
Chociaż producenci mają w pracy styczność z różnymi częściami, materiałami elementów obrabianych i procesami obróbki skrawaniem, ich wspólnym celem jest obróbka określonej liczby elementów o pożądanej jakości, w określonym czasie i za odpowiednią cenę.

Kennametal oferuje dwa nowe, ekonomiczne rozwiązania do obróbki zgrubnej i wykańczającej, zapewniające najniższy koszt na detal oraz stałą i wysoką jakość obróbki żeliwa.

Szybkobieżne centrum obróbkowe RigiMill, produkowane przez szwedzką firmę Modig, ustanowiło rekord świata w wydajności frezowania. Podczas wewnętrznego pokazu maszyna usunęła 1001 cali sześciennych wiórów (16,4 litra materiału litego) w ciągu minuty.
Wszystkie warsztaty wykonujące obróbkę skrawaniem stają przed tym samym zadaniem: muszą przetworzyć surowiec na gotowy element. Produkty należy obrobić z odpowiednią jakością, wyprodukować w odpowiedniej liczbie i dostarczyć w określonym czasie.

BIEŁAZ, białoruski producent ciężkich pojazdów specjalnego przeznaczenia, wybrał system SECO/WARWICK do obróbki cieplnej metali. Jest nim agregat rolkowy do hartowania w prasie wielkogabarytowych pierścieni łożysk wykorzystywanych do produkcji samochodów ciężarowych.

Zespół inżynierów SECO/WARWICK zaprojektował innowacyjny sposób ciągłej kontroli nagrzewu i chłodzenia, podczas całego cyklu w wielokomorowych piecach próżniowych.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.








