 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Niezależnie od tego, czy mamy do czynienia ze zleceniem od klienta, czy z procesem wewnętrznym - praca oparta na projektach odgrywa ważną rolę w niemal wszystkich obszarach przedsiębiorstwa, w których występują złożone procesy. Chodzi tutaj o: kalkulacje ofertowe projektów, planowanie zasobów, koordynację zadań i kontrolę kosztów wykonania, a wszystko to w perspektywie wielu działów lub nawet w skali całego przedsiębiorstwa.

Firma NORD DRIVESYSTEMS opracowała nowy silnik synchroniczny o znacznie wyższej klasie efektywności energetycznej (IE5 +). Stanowi on uzupełnienie standardowych wariantów motoreduktorów w systemach LogiDrive i bardzo dobrze sprawdza się w przypadku zmniejszania liczby wariantów używanych napędów, co sprawia, że silnik synchroniczny IE5 + to optymalne rozwiązanie dla systemów transportu wewnętrznego.

Firma Air Products, jeden z największych dostawców gazów przemysłowych na polskim rynku, wprowadza nowe minigeneratory azotu PRISM®. Umożliwiają one wytwarzanie azotu na miejscu u użytkowników, których zapotrzebowanie na gaz wynosi poniżej 200 Nm3/h, przy czystości od 95% do 99,999%. Kompaktowe i modułowe generatory wymagają jedynie niewielkiej przestrzeni i są łatwe w instalacji oraz obsłudze.

Aktualna lista szkoleń wraz z terminami. W programie pojawiły się 3 nowe tematy.

We włoskiej fabryce Elesa rozpoczęło działalność Zautomatyzowane Centrum Produkcji Form, które jest zdolne do samodzielnego obsłużenia 80% produkcji form przy jednoczesnej redukcji czasu wytwarzania i zwiększenia elastyczności produkcji.
Głównym zadaniem anodowanie profili i drobnych elementów aluminiowych jest zwiększenie twardości ich zewnętrznej warstwy i uodpornienie na korozję. Właściwości warstw anodowych zależą od kilku czynników, jak warunki wytwarzania i skład elektrolitu wykorzystanego w procesie anodowania. W naszym wpisie przyjrzymy się bliżej fizykochemicznym właściwościom warstw anodowych.
Trwa realizacja działań w ramach projektu „Rozwój technologii wytwarzania kompozycji polimerowych z recyklatem gumy oponowej w kierunku poszukiwania nowych produktów”.

Wydziały produkcyjne zajmujące się obróbką starają się wytworzyć pewną liczbę części o określonej jakości, w określonym czasie i w określonej cenie. Konsekwentna realizacja tych celów wymaga kontroli niezliczonych czynników, takich jak parametry skrawania, koszty narzędzi i czasy przezbrojeń, eksploatacja obrabiarek, koszty manipulacji materiałami oraz koszty materiałowe i koszty pracy.

Historia laserów światłowodowych tzw. fibrowych sięga już 1962 r. Od tego czasu lasery przeszły ewolucję i są dzisiaj jedną z głównych technologii używanych przy obróbce metalu, a dokładniej przy jego cięciu oraz znakowaniu. Potwierdza ten fakt badanie rynku przeprowadzone w roku 2011 przez Gardner Business Media, które szacuje obrót w branży na 94,3 miliarda dolarów.
Rozpoczynamy kolejny sezon szkoleniowy, zapraszamy do zapisów na nowość w naszym programie - Akademię Formy Wtryskowej!

Potocznie używana nazwa druku 3D zalicza się do wytwarzania detali metodą addytywną/przyrostową, która, oprócz samego pomysłu na detal, wymaga przejścia przez trzy etapy: modelowania, drukowania i wykończenia.

Serwis decyzje-IT.pl zaprasza do udziału w bezpłatnym szkoleniu on-line ,, Nowoczesne metody opracowania technologii” - 24.04.2015, godz: 10:00. Jak zredukować koszty wytwarzania bez uszczerbku na jakości produktu?
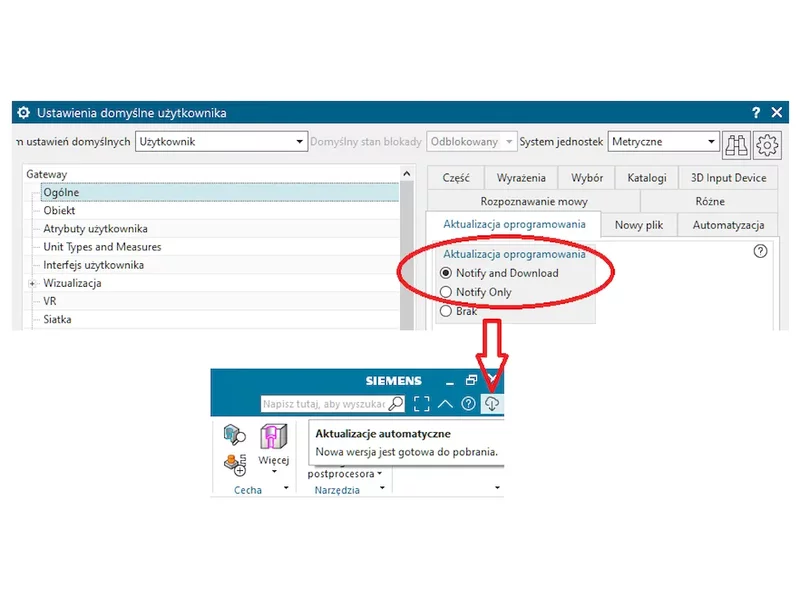
NX CAM (Solid Edge CAM Pro) to część zintegrowanego systemu CAD/CAM/CAE firmy Siemens, przeznaczona do wspomagania procesu wytwarzania z wykorzystaniem obrabiarek sterowanych numerycznie i robotów. Oprogramowanie to daje użytkownikom wiele zaawansowanych narzędzi do programowania obróbki dla wszystkich typów obrabiarek CNC dostępnych na rynku. Jednak, aby praca była wydajna i bezproblemowa, należy zadbać również o podstawy. W niniejszym artykule przedstawimy trzy praktyki, których stosowanie przyczyni się do poprawy jakości pracy w NX CAM.
Nieustanna konkurencja w przemyśle metalowym, szczególnie zaś w produkcji detali z arkuszy blach, wymaga od graczy sięgania po nowe technologie ograniczające koszty i przyspieszające realizacje zamówień.

Duża precyzja pozwala osiągnąć wąski przedział tolerancji podczas jednej operacji i znacznie obniża koszt wykonywania otworów w zastosowaniach lotniczych
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









