 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




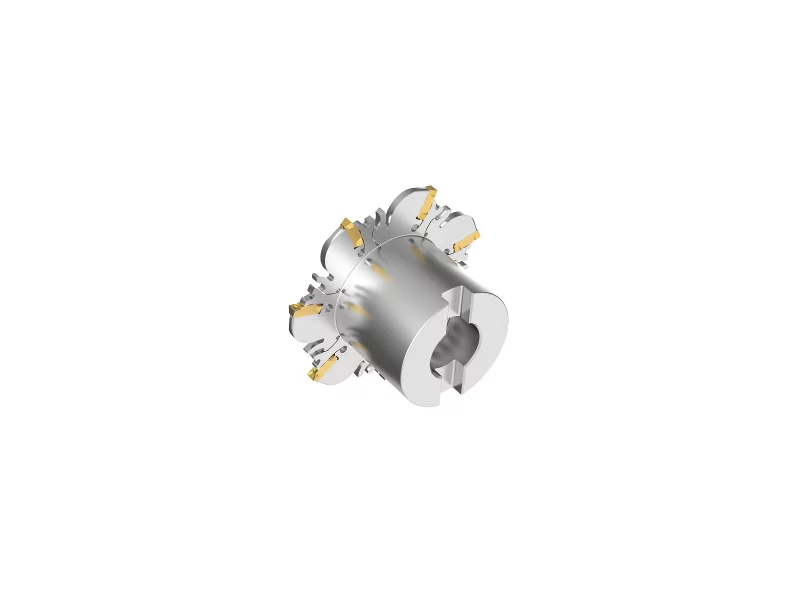
Złącze wrzeciona pomaga wykorzystać pełną moc obrabiarki w celu zmaksymalizowania wydajności skrawania tytanu i twardych stopów. Solidne złącze wrzeciona KM4X100™ zapewnia trzykrotnie większą odporność na moment zginający, co zapewnia wyższą wydajność operacji frezowania, toczenia i wykonywania otworów.

Dłuższa żywotność narzędzi ogranicza koszt przypadający na pojedynczą część w przypadku komponentów o dużej wartości

Flex Unit, nowa jednostka demonstracyjna oraz inne opcje systemu ToolBOSS zwiększają możliwości i poprawiają wydajność łańcucha dostaw oraz zapewniają znaczne oszczędności.

System Romicron zapewnia uzyskiwanie otworów o bardzo wysokiej dokładności wymiarowej przy dużych wartościach obr/min bez konieczności stosowania wyposażenia pomocniczego i wymogu wcześniejszego doświadczenia operatora w zakresie wytaczania precyzyjnego.

Linia KenFeed 2X stanowi najnowsze osiągnięcie dla zastosowań lekkich i ciężkich w operacjach frezowania z wysokimi wartościami posuwu.

Nowa generacja frezów czołowych Kennametal radzi sobie doskonale w najcięższych zastosowaniach związanych z obróbką żeliwa.

Nowa platforma do frezowania czołowego KBDM firmy Kennametal radzi sobie również ze stopami aluminium dla motoryzacji
Jeśli kiedykolwiek zmagałeś się z luzującymi się płytkami podczas operacji rowkowania, czytaj dalej. Zmienna szerokość szczeliny, konieczność grzebania w śrubach i płytkach we frezie do rowkowania czy też wydłubywanie wiórów z wąskich szczelin za pomocą kawałka folii metalowej to tylko niektóre z problemów związanych z obróbką wąskich rowków i szczelin.

Frez Mill 16 firmy Kennametal ma system mocowania klinami, numerowane gniazda i krawędzie płytek oraz otwartą konstrukcję rowków wiórowych ułatwiającą spływ wióra przy obróbce zgrubnej.

W 2014 roku firmy Kennametal i Haimer nawiązały współpracę technologiczną mającą na celu opracowanie modułowego systemu narzędzi skrawających. Od tego czasu intensywnie opracowywano, testowano i rozwijano system DUO-LOCK, mający stać się "najbardziej sztywnym i precyzyjnym systemem połączeniowym dostępnym na rynku. "

Kennmetal South Africa zakończyła właśnie proces przenosin swojej siedziby do nowej lokalizacji w Boksburg East Industrial Sites,Gauteng. Zmiana lokalizacji jest zgodna ze strategią Kennametal zakładającą rozwój firmy na rynkach wschodzących i umacnianie swojej obecności w Afryce Subsaharyjskiej.

Nadal używasz standardowych narzędzi tokarskich? Czas na szybką, ale dużą zmianę!

Klienci zgłaszali zapotrzebowanie na nowy gatunek węglika, który umożliwiłby zwiększenie prędkości skrawania podczas frezowania stopu tytanu 6Al4V, zamiast zwiększania prędkości posuwu lub głębokości frezowania, skutkujących zwiększeniem siły działającej na obrabiany przedmiot, uchwyt i wrzeciono maszyny.

Firma Kennametal Inc. ogłosiła uruchomienie na terenie swojego zakładu w Newport (Wielka Brytania) - pieca do iskrowego spiekania plazmowego. Agencja rządowa Defence Science and Technology Laboratory (Dstl) oraz Kennametal Manufacturing UK nawiązały współpracę w celu opracowania pełnej skali komponentów dla pancerzy ceramicznych wykorzystywanych do zabezpieczania pojazdów oraz personelu.

Precyzyjna obróbka elektrochemiczna (PECM) to niekonwencjonalny proces obróbczy, który może realnie pomóc w wydajnym dostarczaniu wysokiej jakości komponentów. O szczegółach dotyczących procesu opowiada Patrick Matt, menedżer produktu Kennametal Precision Surface Solutions.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.








