Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




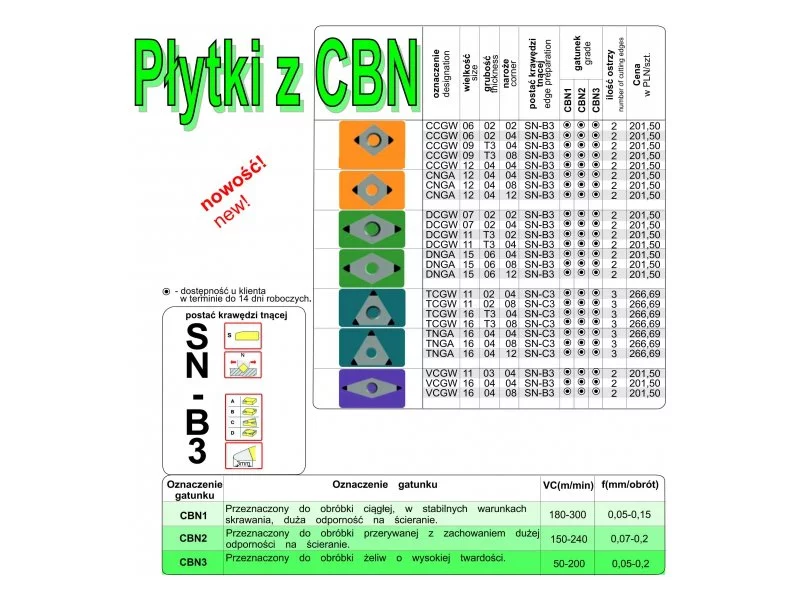
Nowe gatunki i geometrie poprawiają płynność obróbki i zapewniają doskonałe odprowadzanie wiórów.
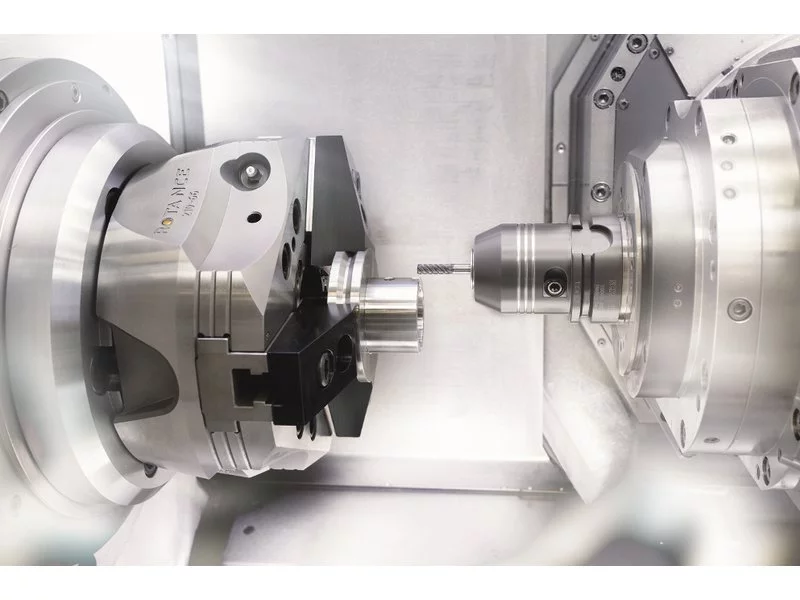
Lekki uchwyt tokarski SCHUNK ROTA NCE zapewnia wysoką dynamikę podczas toczenia. Po raz pierwszy udało się połączyć lekką konstrukcję, maksymalną nośność i duży otwór przelotowy w jednym uchwycie tokarskim. Uchwyt hakowo klinowy firmy SCHUNK, lidera w dziedzinie systemów chwytania i technologii mocowania, przekonuje imponująco wysoką nośnością i minimalną wagą.

Maszyna Novatec NOVACUT przeznaczona jest do laserowego cięcia orbitalnego rur o maksymalnej długości do 1550 mm (60 cali), o średnicy od 60 do 700 mm (70 – 1000mm w wersji XL) i grubości od 0,4 do 2mm.
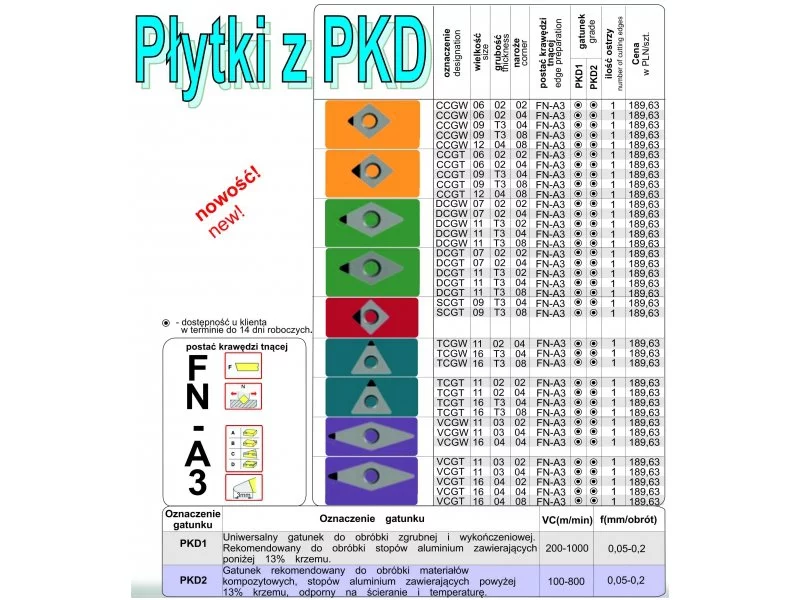
Toczenie materiałów nieżelaznych płytkami z PKD (polikrystaliczny diament)

Podstawowe cele operacji przecinania i rowkowania są identyczne z celami ogólnych operacji toczenia: uzyskanie pożądanego kształtu obrabianej części, spełnienie wymogów dotyczących dokładności i maksymalizacja produktywności.
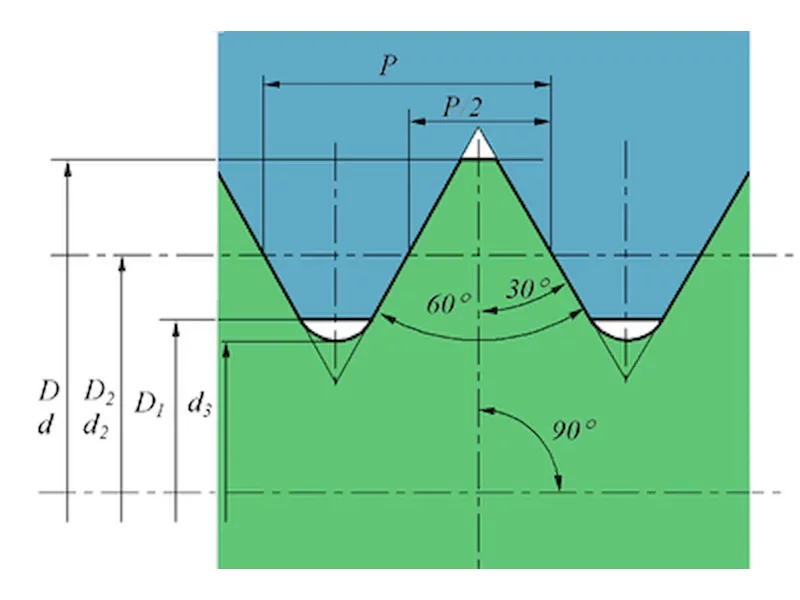
Często spotykamy się (jako handlowcy) z klientem, który chce zamówić np. gwintownik calowy 1/2”. Uważa on, że to jest wystarczające określenie swojego zamówienia. Jest ogromnie zdziwiony, gdy słyszy, że istnieją dziesiątki typów gwintów calowych. Czasem się nam wydaje, że dotąd uważał, że istnieje jeden i ma właśnie taką swoją unikalną nazwę „calowy”.

Firma Seco poszerzyła swoją gamę sialonowych produktów ceramicznych do obróbki zgrubnej i półwykańczającej Secomax™ CS100 o łatwo skrawające płytki z zabezpieczeniem krawędzi typu T z niezwykle ostrymi krawędziami. Są trwałe i doskonale sprawdzają się w obróbce superstopów na bazie niklu w niestabilnych warunkach.
Jednym z głównych producentów pieców oraz linii do palenia kawy na świecie jest firma Coffed pochodząca z Piły. Dzięki wieloletniemu doświadczeniu oraz stosowaniu wysokiej jakości komponentów w procesie produkcji, projektowane przez nią maszyny są technicznie dopracowane, co wpływa na ich niezawodność, funkcjonalność, a także na unikatowy design. Konstruktorzy firmy Coffed zdecydowali się na wykorzystanie w swoich projektach standardowych elementów z oferty Elesa+Ganter. W niniejszym artykule przedstawiamy case study z tej współpracy.

14 lipca 2016 w Katowicach, firmy Sandvik Coromant i Edgecam Polska zorganizowały warsztaty techniczne, podczas których zaprezentowano strategie, podnoszące efektywność procesów obróbki skrawaniem. Oprócz udziału w prezentacji zaawansowanych technologicznie maszyn oraz możliwości oprogramowania CAM, uczestnicy warsztatów mieli okazję uczestniczyć w praktycznym pokazie obróbki rowków profilowych.

W wielu aplikacjach przemysłowych niezbędne jest szybkie zamocowanie detalu bez konieczności użycia narzędzi. Operator ręcznie umieszcza detal w odpowiednim gnieździe, aby przeprowadzić dany proces, a następnie sprawnie go usuwa. Tego rodzaju metoda szybkiego pozycjonowania i zdejmowania detalu jest często stosowana podczas testowania elementów, nadrukowywania, montażu, pomiarów lub jako wstępne pozycjonowanie przed ostatecznym mocowaniem.

We współczesnej obróbce skrawaniem jedną z zasadniczych funkcji odgrywa frezowanie. Ta jedna z najważniejszych technik wytwarzania elementów o skomplikowanych kształtach, ma istotne znaczenie dla przemysłu maszynowego, motoryzacyjnego, a także lotniczego. Proces ten pozwala na obróbkę materiałów w sposób precyzyjny i efektywny, co czyni go nieodzownym elementem w nowoczesnej produkcji przemysłowej. W tym artykule przyjrzymy się bliżej na czym polega frezowanie.

Mitsubishi Materials wprowadza nowe podejście do frezowania stopów tytanu za pomocą głowicy nasadzanej.

Firma Seco Tools zaprezentowała frezy serii R217/220.28 o całkowicie nowym kształcie korpusu, w których zastosowano dwustronne płytki okrągłe w celu zwiększenia produktywności i zapewnienia dużej wydajności przy niskich kosztach.

Firma Seco wprowadziła nową geometrię M06 do asortymentu płytek XOEX10T3, aby zapewnić większą trwałość narzędzia i obniżyć koszty obróbki skrawaniem stali nierdzewnej i stopów tytanu, m.in. za pomocą frezów do wybrań kątowych Turbo 10.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.