 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.



19-07-2023, 07:50
Każdy osoba korzystająca z urządzeń do cięcia doskonale rozumie, jak ważne jest precyzyjne zmierzenie elementu, który ma zostać przycięty. Można to zrobić na kilka sposobów. Najbardziej wygodnym i dokładnym z nich jest pomiar z użyciem elektronicznego odczytu, który jednocześnie pomaga wyeliminować błędy wynikające z niedokładności odczytu lub pośpiechu operatora. Na przykładzie współpracy z firmą ALUWIL prezentujemy, jak można usprawnić proces docinania przy pomocy wskaźników położenia Elesa+Ganter.
„Decydującym czynnikiem powodzenia przedsiębiorstwa jest wysoka jakość produkowanych maszyn. Nie byłoby to jednak możliwe, gdyby do ich zaprojektowania i wytworzenia nie zastosowano komponentów z najwyższej półki oraz zaawansowanych rozwiązań technicznych. W doborze optymalnych rozwiązań pomogą zawsze doradcy techniczni Elesa+Ganter Polska.” – powiedział Filip Granowski, Dyrektor Zarządzający Elesa+Ganter Polska.
Dokładne ustawienie wymiaru decyduje o precyzji cięcia, z kolei za nie odpowiada między innymi jakość zastosowanego w urządzeniu zestawu pomiarowego. W niniejszym artykule opisujemy przykład zastosowania elektronicznego wskaźnika położenia z czujnikiem magnetycznym MPI-15 w pile jednogłowicowej PAK-400 wraz ze stołem rolkowym, produkowanymi przez firmę ALUWIL. Przedstawimy też przykłady zastosowania innych elementów z oferty Elesa+Ganter w tej maszynie.

Rys. 1. ALUWIL, polski producent maszyn do cięcia m.in. aluminium, PVC, stali
Firma ALUWIL powstała w 2011 roku w Pile i jest wiodącym polskim producentem maszyn do cięcia i obróbki profili z aluminium, PVC, stali oraz drewna. Maszyny ALUWIL pracują głównie przy produkcji osłon okiennych, stolarki aluminiowej oraz są stosowane również w wyspecjalizowanych firmach produkcyjnych, zajmujących się obróbką różnego rodzaju profili. Firma wyprodukowała już ponad 600 maszyn, które pracują na całym świecie.

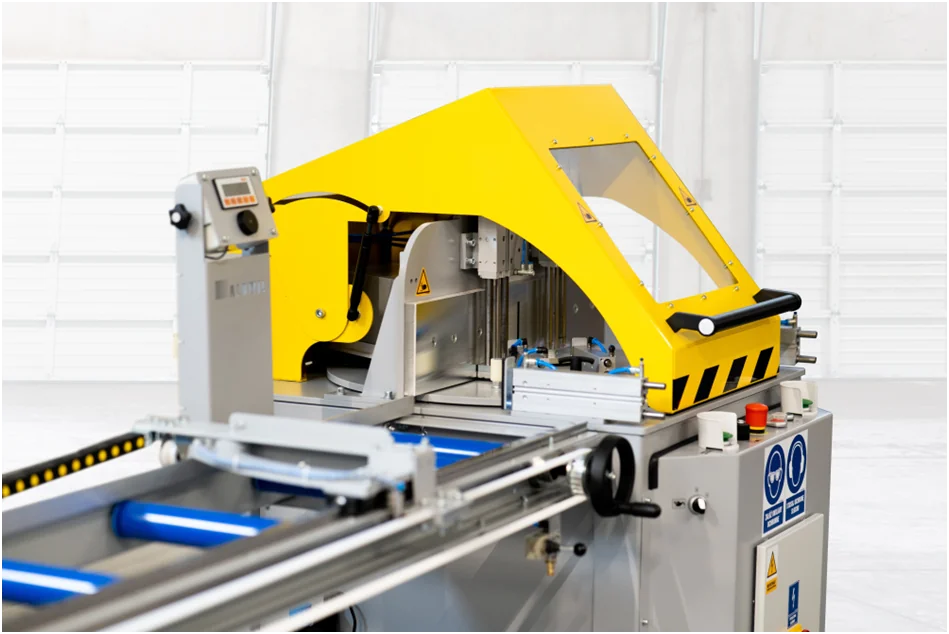
Rys. 2. Piła jednogłowicowa PAK-400 wraz z przenośnikiem rolkowym z funkcją pomiaru elektronicznego opartą o MPI-15
Wspomniana wcześniej piła PAK-400 służy do cięcia różnych materiałów za pomocą specjalistycznej tarczy z węglikami spiekanymi. Posuw narzędzia skrawającego odbywa się poprzez pneumatyczny pionowy wysuw tarczy piły. Prędkość posuwu dostosowuje się do ciętego materiału. Materiał po procesie cięcia odbierany jest z przenośnika rolkowego pomiarowego, wyposażonego w elektroniczny wskaźnik położenia z czujnikiem magnetycznym MPI-15. Wskaźnik umożliwia pomiar z dokładnością 0,1 mm, a jego wyświetlacz jest zabudowany w specjalnie zaprojektowanym, regulowanym kątowo panelu (rys. 3).

Rys. 3. Wyświetlacz wskaźnika położenia z czujnikiem magnetycznym MPI-15 zabudowany w panelu, regulację ustawienia kąta zapewniają pokrętła VCT; panel zapewnia również wygodny dostęp do baterii zasilającej układ pomiarowy
Kompletny układ pomiarowy MPI-15 (rys. 4) składa się z:
Warto pamiętać, że układ MPI-15 może służyć zarówno do pomiarów liniowych jak i kątowych. Zasilany jest baterią typu C (popularna R14) o napięciu 1,5 V, której obudowa jest instalowana poza wyświetlaczem. Liniał magnetyczny M-BAND-10 pomaga w określeniu położenia czujnika magnetycznego. Dzięki warstwie taśmy samoprzylepnej możemy go łatwo zamocować na wybranym podzespole maszyny. Należy przy tym pamiętać, by szczelina między czujnikiem a liniałem magnetycznym nie przekraczała 2,5 mm.
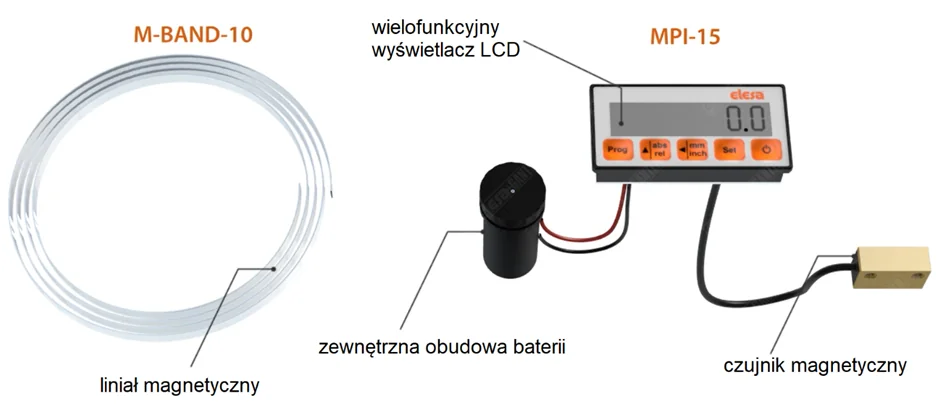
Rys. 4. Kompletny zestaw pomiarowy MPI-15
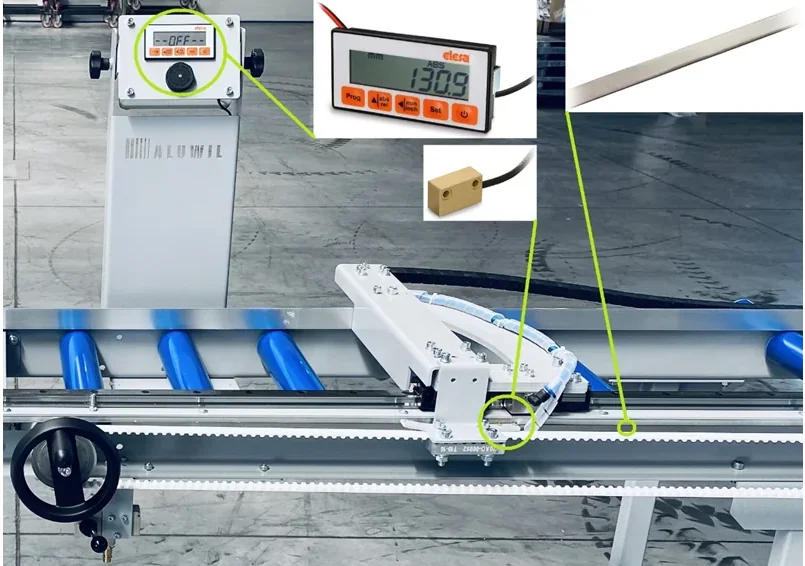
Zasadę działania MPI-15 przedstawia animacja dostępna poniżej:
W omawianym urządzeniu czujnik magnetyczny przytwierdzony jest do zderzaka pomiarowego tuż nad przyklejonym do krawędzi transportera liniałem M-BAND-10. Zderzak pomiarowy przesuwa się po prowadnicy liniowej, a napędzany jest przekładnią pasową zębatą za pośrednictwem koła ręcznego VRTP+I (rys. 5). Podajnik wyposażony jest również w pneumatyczny hamulec zaciskany na prowadnicy, uruchamiany specjalną dźwigienką.

Rys. 5. Zderzak pomiarowy napędzany jest paskiem zębatym za pośrednictwem koła ręcznego VRTP+I
Modele maszyn typu PAK zapewniają możliwość cięcia w płaszczyźnie prostopadłej do osi przecinanego materiału oraz w zakresie do +/-30°. W wyższych modelach, w zależności od wersji urządzenia, istnieje możliwość zastosowania elektronicznego pomiaru kąta z dokładnością odczytu 0,1° za pomocą wskaźnika położenia z czujnikiem magnetycznym MPI-15.
ALUWIL produkuje też prostsze piły typu PA, które umożliwiają wyłącznie cięcie w płaszczyźnie prostopadłej (np. piły do rolet). Opisywana tu piła jednogłowicowa PAK-400 wyposażona została również w szereg innych elementów Elesa+Ganter, zwiększających jej funkcjonalność i ułatwiających obsługę. Obrotowy blat roboczy wyposażony jest na przykład w trzpień ustalający GN 817.4 (rys. 6) pozwalający na mechaniczną blokadę głowicy tnącej w trzech pozycjach: -45°, +45° i przy cięciu pod kątem prostym. Do blokowania blatu w kątach pośrednich zastosowano pokrętło zaciskowe VCT (rys. 6), a odczyt kąta następuje na grawerowanej skali. Szybkość posuwu piły regulowana jest potencjometrem tłumiącym przepływ powietrza w siłowniku pneumatycznym.
Rys. 6. Obrotowy blat roboczy blokowany jest w trzech pozycjach trzpieniem ustalającym GN 817.4 oraz w pozycjach pośrednich pokrętłem VCT
Maszyna oraz przenośniki rolkowe są wyposażone w stopy wahliwe LV.F (rys. 7), pozwalające na precyzyjną regulację poziomu oraz zakotwienie do podłoża.
Rys. 7. Zarówno maszyna, jak i przenośniki rolkowe wyposażone są w stopy wahliwe LV.F, umożliwiające zakotwienie do podłoża
Osłona górna maszyny otwierana jest manualnie za pomocą uchwytu rurowego GN 333, którego odgięta konstrukcja ułatwia obsługę. Wszystkie produkty Elesa+Ganter przedstawia rys. 8.

Rys. 8. Wybrane elementy Elesa+Ganter na maszynie PAK-400 produkcji ALUWIL
Karty katalogowe opisywanych produktów:
Artykuł został dodany przez firmę

ELESA+GANTER jest spółką joint-venture, stworzoną przez dwóch liderów w branży standardowych elementów maszyn wytwarzanych z tworzyw oraz metali - Elesa S.p.A (Monza, Mediolan, Włochy) oraz Otto Ganter GmbH & Co. KG (Furtwangen, Niemcy).
Inne publikacje firmy
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.




















