 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.



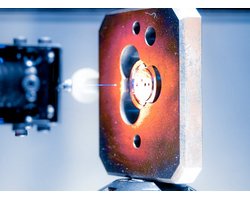
Hartowanie to proces obróbki cieplnej metali, głównie stali, polegający na nagrzaniu do określonej temperatury i szybkim schłodzeniu w celu zwiększenia twardości i wytrzymałości. W tej kategorii znajdziesz firmy oferujące usługi hartowania elementów, piece hartownicze, technologie nagrzewania (indukcja, gaz, kąpiel solna) oraz doradztwo techniczne dotyczące doboru parametrów. Usługi te są kluczowe przy produkcji narzędzi, części maszyn, łożysk czy elementów konstrukcyjnych, gdzie wymagana jest wysoka odporność na zużycie i odkształcenia.

Oferujemy szeroki zakres usług w obróbce cieplnej stali, żeliwa oraz metali kolorowych.

Metoda obróbki, w której część jest poddawana dwóm kompletnym operacjom utwardzania lub najpierw wyżarzaniu, a następnie hartowaniu. Ogólnie mówiąc jest ona przeprowadzana w celu zmniejszenia wielkości ziarna stali po pierwszej długiej obróbce austenityzacji lub po długim etapie nawęglania związanym z uzyskaniem dużej głębokości warstwy dyfuzyjnej.

Proces prowadzący do wzrostu twardości powierzchni, odporność na zużycie i wytrzymałość zmęczeniową przy zachowaniu plastyczności rdzenia.

Hartowanie przerywane to rodzaj obróbki cieplnej stosowanej jako przerywane chłodzenie stali zazwyczaj w kąpieli z roztopionej soli w temperaturze nieco powyżej Ms. Celem jest opóźnienie chłodzenia i jego intensywności minimalizując tym samym odkształcenia i ryzyko wystąpienia pęknięć.

Technika hartowania (ograniczona do pewnych wysokowytrzymałych stali stopowych) zmniejszająca naprężenia, nadmierne odkształcenia i ryzyko pęknięcia spowodowane nierówną w czasie przemianą fazową i szokiem termicznym typowym dla konwencjonalnego hartowania w oleju.

W naszej szerokiej ofercie urządzeń do obróbki cieplnej stali, aluminium i metali nieżelaznych znajdą Państwo urządzenia przystosowane zarówno do pracy w atmosferach jak i obróbce cieplnej detali w powietrzu w zależności od wymagań technologicznych.

Obróbka cieplna (hartowanie)

Posiadamy nowoczesny park maszynowy, dzięki któremu możemy oferować szereg usług, spełniając wszystkie wymagania jakościowe z jednoczesnym szybkim terminem realizacji.

Azotowanie gazowe ZeroFlow® elementów form wtryskowych i odlewniczych, elementów silników samolotowych, jak również elementów dla przemysłu narzędziowego, maszynowego i motoryzacyjnego.

Czysta metaliczna powierzchnia, brak utlenienia międzykrystalicznego (IGO), grzanie w próżni niskiej, ciśnieniu cząstkowym azotu, konwekcji. Pełna automatyzacja i powtarzalność procesu.

Nawęglanie i hartowanie próżniowe (Low Pressure Carbuzing) - czysta metaliczna powierzchnia z możliwością chłodzenia w sprężonym azocie. Pełna automatyzacja i powtarzalność procesu.

Hartowanie i odpuszczanie w piecach prożniowych z wysokociśnieniowym chłodzeniem w azocie: elementów ze stali do pracy na gorąco i na zimno, elementów form odlewniczych, matryc kuźniczych oraz narzedzi ze stali szybkotnących.

Hartowanie próżniowe stosowane jest głównie w wysokich temperaturach.
Hartujemy nie tylko części, które sami produkujemy, ale również działamy jako hartownia kontraktowa. Obecnie posiadamy wolne moce produkcyjne w tym obszarze.
Proces ulepszania cieplnego polega na połączeniu hartowania z wysokim odpuszczaniem.
Hartowanie jest jednym z podstawowych zabiegów obróbki cieplnej stosowanych w przemyśle metalowym. Polega na kontrolowanym nagrzewaniu materiału do zakresu przemiany austenitycznej, a następnie na szybkim schłodzeniu (hartowaniu), co powoduje przemianę struktury na martenzyt – fazę charakteryzującą się wysoką twardością. Proces ten często łączy się z innymi operacjami cieplnymi, jak odpuszczanie czy nawęglanie, aby uzyskać pożądane właściwości mechaniczne i odporność na pęknięcia. Klienci korzystający z usług hartowania to zakłady narzędziowe, branża motoryzacyjna, producent maszyn oraz firmy remontujące podzespoły przemysłowe.
Wybór odpowiedniej technologii hartowania i parametrów procesu ma bezpośredni wpływ na trwałość części, koszty eksploatacji i jakość końcowego produktu. Dlatego dostawcy usług hartowania oferują analizy materiałowe, pomiary twardości i doradztwo technologiczne, a także dokumentację procesu (protokoły, karty technologiczne) wymagane w produkcji seryjnej i przy części krytycznych dla bezpieczeństwa.
W dobie rosnących wymagań dotyczących wydajności i oszczędności materiałowej, hartowanie pozwala znacząco poprawić stosunek wytrzymałości do masy elementu, co ma kluczowe znaczenie w lekkich konstrukcjach i aplikacjach wysokoobciążonych.
Powiązane kategorie w katalogu: Obróbka cieplna, Nawęglanie, Hartowanie i ulepszanie cieplne.
Wybierając usługodawcę hartowania, sprawdź przede wszystkim doświadczenie z danym gatunkiem stali i typem detalu — różne stale (narzędziowe, stopowe, konstrukcyjne) wymagają odmiennych parametrów nagrzewania i chłodzenia. Ważna jest też możliwość doboru odpowiedniej metody hartowania: hartowanie indukcyjne jest precyzyjne i szybkie dla stref powierzchniowych, natomiast hartowanie w piecu sprawdza się przy większych seriach i elementach o złożonej geometrii.
Istotne kryteria to: wymagana twardość i głębokość hartowania, przewidywane obciążenia dynamiczne, dopuszczalna odkształcalność po procesie, oraz potrzeby dalszej obróbki skrawaniem. Warto także zwrócić uwagę na dokumentację procesu (protokół hartowania, pomiary twardości) oraz zdolność firmy do prowadzenia badań nieniszczących i kontroli mikrostruktury.
Koszty operacyjne, terminy realizacji i dostępność usług dodatkowych (nawęglanie, azotowanie, odpuszczanie) również powinny być brane pod uwagę — czasami optymalizacja całego cyklu cieplnego przynosi większe oszczędności niż wybór najtańszej oferty podstawowego hartowania.
Hartowanie poprawia właściwości mechaniczne komponentów: zwiększa twardość powierzchniową, odporność na ścieranie, wytrzymałość zmęczeniową i nośność elementów. Dla producentów oznacza to dłuższą żywotność narzędzi i części, mniejsze częstotliwości serwisowania oraz lepszą powtarzalność wymiarową przy eksploatacji. W efekcie rosną niezawodność maszyn i maleją koszty przestojów.
Firma korzystająca z usług profesjonalnego hartowania zyskuje także dostęp do certyfikowanych procedur i kontroli jakości, co jest istotne w produkcji seryjnej oraz przy komponentach krytycznych dla bezpieczeństwa (np. w motoryzacji, lotnictwie czy energetyce). Optymalizacja procesu cieplnego może także umożliwić redukcję materiału (mniejsza masa przy zachowaniu wytrzymałości), co przekłada się na oszczędności materiałowe i logistyczne.
Hartowanie znajduje zastosowanie w wielu branżach i scenariuszach produkcyjnych:
Przykładowy scenariusz: producent przekładni zamawia hartowanie stopniowe kół zębatych — wykonawca przeprowadza nawęglanie powierzchniowe, hartowanie indukcyjne uzębienia oraz kontrolę twardości i mikrostruktury, przekazując protokół jakości. Efekt: wydłużona żywotność przekładni i mniejsze reklamacje w eksploatacji.
Hartowanie to proces nagrzewania materiału do określonej temperatury, a następnie szybkiego chłodzenia, który ma na celu zwiększenie twardości i wytrzymałości stali. Celem jest poprawa odporności na ścieranie i zmęczenie bez konieczności gruntownie zmieniać kształtu elementu.
Najczęściej stosuje się hartowanie indukcyjne (lokalne, szybkie), hartowanie w piecach atmosferowych (seria elementów), oraz hartowanie w kąpieli solnej lub olejowej. Wybór zależy od kształtu detalu, wymiarów i wymagań co do głębokości hartowania.
Wielokrotnie po hartowaniu przeprowadza się odpuszczanie (temperowanie), które redukuje kruchość martenzytu i poprawia udarność oraz stabilność wymiarową. Dla niektórych zastosowań temperowanie jest konieczne, aby uniknąć pęknięć i nadmiernej kruchości.
Osiągane wartości twardości zależą od gatunku stali i parametrów procesu — typowe zakresy dla stali narzędziowych to HRC 55–65, dla stali konstrukcyjnych po nawęglaniu HRC 58–62 na powierzchni z miękkim rdzeniem. Dokładne wartości ustala się indywidualnie.
Czas procesu zależy od rozmiaru i typu detalu oraz metody hartowania; partie małych elementów mogą być hartowane w ciągu kilkudziesięciu minut w piecu, natomiast bardziej skomplikowane programy nawęglania i hartowania mogą trwać kilka godzin. Hartowanie indukcyjne jest zwykle najszybsze przy obróbce powierzchniowej.
Standardowo wykonuje się pomiary twardości (Rockwell, Vickers), badania mikrostruktury, kontrolę wymiarową oraz w niektórych przypadkach badania nieniszczące (np. penetracyjne, ultradźwiękowe). Dokumentacja tych badań jest ważna dla kontroli jakości i powtarzalności procesu.
Hartowanie zwykle przeprowadza się przed nanoszeniem powłok odpornościowych; jeżeli element jest już powleczony, konieczne jest sprawdzenie zgodności powłoki z procesem cieplnym lub jej usunięcie. Niektóre powłoki mogą ulec uszkodzeniu w wysokich temperaturach.
Ograniczenia to ryzyko pęknięć termicznych, odkształceń wymiarowych oraz konieczność wysokiej kontroli parametrów. Nie wszystkie stopy reagują korzystnie na hartowanie — ważne jest dobranie właściwej kombinacji metody i parametrów dla konkretnego gatunku stali.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.








